Since the fourth millennium BCE, cultures around the world have used and other copper alloys to produce sculptural forms—a process of translation that involves collaboration and a complex sequence of procedures that reflect the specific technologies and skills of a particular period and society. Consequently, through its technical details, any given bronze sculpture may offer a unique opportunity to add to our understanding of the people who fostered its creation. The scholarship on bronze sculpture from all regions and periods has benefited tremendously in the last decades from advanced technical studies. It too requires skills drawn from a wide range of disciplines. Yet there are few (if any) places where training in such interdisciplinary study is offered.
The Copper Alloy Sculpture Techniques and history: an International iNterdisciplinary Group (CAST:ING) sprang from a collaboration between research curator Francesca G. Bewer, objects conservator Jane Bassett, and archaeometallurgist David Bourgarit on the technological study of French bronzes that was instigated by Geneviève Bresc-Bautier, former director of the Sculpture Department at the Musée du Louvre, in preparation for the exhibition Cast in Bronze: French Sculpture from Renaissance to Revolution (co-organized by the Louvre, Paris; the Metropolitan Museum of Art, New York; and the J. Paul Getty Museum, Los Angeles, and presented at each over 2008–9).1 The momentum generated by the show led them to organize a three-day symposium in 2012 at the Musée du Louvre and at the Centre de Recherche et de Restauration des Musées de France to promote further research on the development and cross-fertilization of ideas and technology related to the making of bronzes in France and by French artists abroad. It brought together a diverse group of specialists to engage in an interdisciplinary exchange.2 Bourgarit’s ensuing guest scholarship at the Getty Conservation Institute to develop a database with the rich material gathered thus far highlighted the pressing need for a more standardized approach to technical examinations and reporting, and a shared vocabulary. With the support of colleagues from the Getty (Arlen Heginbotham, Brian Considine, and Murtha Baca) and scholars from other institutions (Philippe Malgouyres and Benoît Mille) they reached out internationally to colleagues who had a stake in technical research, and officially launched the project at the Getty in 2015.
The aim of the CAST:ING project has been to bring together an interdisciplinary group of experts to create a framework that facilitates advances in the understanding of bronze sculpture through the use of shared vocabulary and protocols for the more technical aspects of art-technological studies. The international team that contributed to the project includes some fifty-two members, comprising conservators, scientists, curators, art historians, historians, archaeologists, metallurgists, and craftspeople studying bronze production of different eras and cultures. They work with or for museums and other cultural heritage institutions and universities where much of this kind of work has been carried out thus far.
From the outset, publishing a set of guidelines for best practices in methods of investigation and the reporting of technical data on bronze sculpture has been a key aim of CAST:ING. In the process of this multiyear project, which has involved numerous larger international meetings and benefited from digital technologies in ways too numerous to recount, we have created a model of an open forum dedicated to the scholarly exchange of methods, data, and ideas key to a collaborative study of the production of bronzes. In so doing, we have identified communication gaps between specialists from differing disciplines, and sought to address a fair number of them. That said, the scope of this publication cannot help but reflect both the strengths and the imbalances in the existing expertise and the research to which we have had access. We did not aspire to be universal in our coverage. Rather, the publication is an invitation for more people to further engage in, and support, this kind of work.
The purpose of the present Guidelines is to advise on how to investigate, interpret, and document the fabrication process of sculptural works of art made of cast copper alloys. Three main questions help structure the chapters: Why? What? and How? The “why” is discussed in the present general introduction at GI§1, together with the various reasons to investigate the fabrication techniques of bronze sculpture. It includes a section on the life cycle of a bronze, which serves as a reminder that objects bear the marks not only of their production, but often of long lives, and lists the range and disparate nature of evidence that a bronze sculpture may contain on that front. A brief overview of the historical context for the technological study of bronzes points to its roots in archaeological research, where close inquiry of the physical evidence of making and use preserved in the object was first combined with scientific analysis, interpretation of historical texts, and experimental reconstructions.
The question of “what” (is a bronze)—bronze meant here in the sense of the object—is tackled in GI§2 through the lens of the main fabrication processes used to produce bronze sculptures. While other methods can serve to fashion a sculptural form out of a copper alloy (for example forming and joining of sheet metal, 3D printing, et cetera), these Guidelines will focus exclusively on casting. “How” (to use the Guidelines) will be the topic of GI§3.
1 Why? The Guidelines
1.1 Current issues
The thousands of bronze sculptures that have been produced over millennia around the world and that still survive in museums, other cultural institutions, and elsewhere constitute exceptional resources with potential to add to our understanding of a variety of issues around the objects themselves, as well as the diverse cultures in which they were created, used, and collected. The questions that provide the impetus for any given study will vary, but in all cases the inquiry into the materials and techniques of the bronze objects involved and the meaningful interpretation of the physical evidence gathered require close study of related primary sources and documentation, be it historical, art historical, archaeological, ethnographic, or other. Technical treatises and instruction manuals, archival records such as accounting books, contracts and inventories, artists’ notebooks, correspondence, interviews, ethnographic documentation, and records of archaeological excavations are all key sources, among others, to reconstructing the how, why, when, where, who, and other questions we seek to answer. The technological study thus relies on a combination of methodologies and skills that ensue from the collaboration of experts in diverse fields such as art history, the history of science and technology, materials science, archaeology, metallurgy, artistic practice, and artisanal foundry knowledge, among others.
While the contributions of such technological research to the art historical field is significant, it can also be perceived as a threat to the established authority in a given field.3 But it is heartening to find that cross-disciplinary collaborations are being embraced more. To date they have highlighted:
-
the value of sharing expertise and data among specialists from a variety of backgrounds studying bronze production of different eras and/or cultures;4
-
the need for a shared multilingual vocabulary to communicate effectively across disciplines and among scholars working on different cultures and periods (from ancient to modern);
-
and the need for an agreement on investigation methods and reporting protocols. This last is crucial to facilitate correct understanding, encourage nonspecialist researchers to take into consideration the available scientific data, allow accurate comparisons by encouraging the acquisition of sound data, and facilitate the sharing of data.
As mentioned above, few (if any) places offer training in such interdisciplinary study, and there is currently no standardized vocabulary or method for approaching such investigations. Both of these are crucial in order to answer some of the broader questions about technological transfer, for instance, which requires the acquisition and sharing of comparable data. A vocabulary and protocol for technical description will benefit the technological study of bronzes of any period and place.5 It should also encourage most nonspecialists to venture more boldly into the technical realm.
As a tool, the present Guidelines aim:
-
to foster research and collaboration among a variety of experts with a particular interest in cast bronze sculpture—curators, conservators, conservation scientists, technicians, metallurgists, sculptors, archaeologists, dealers, and collectors as well as academics and other specialists in allied fields—by facilitating more accurate and consistent communication across fields;
-
to enable a better synthesis of the rich volume of data that continues to be gathered on such works than has been possible to date;
-
to sensitize a wider range of scholars and museum professionals to the importance of issues related to the materiality of these works, and facilitate the integration of technical interpretation and correct vocabulary into the scholarly (and public) discourse.
It is assumed, most importantly, that whoever considers undertaking a technological study will be sensitive to the ethical issues in play. This includes respecting the protocols for handling active sacred or ritual objects, and weighing the pros and cons (and possible irreversible alterations) that the removal of material for analysis and examination for the sake of gaining new knowledge might demand.
1.2 Why undertake technological studies?
The technological study of bronze sculpture may arise in connection with a variety of contexts, including:
-
acquisition (questions of dating, provenance, authentication, correct description and interpretation, condition);
-
cataloging of an existing collection (which addresses issues similar to acquisition);
-
conservation (understanding the structure and condition of the object will help determine and avert causes of deterioration);
-
in-depth scholarly research on an individual object or larger group of related objects (for instance to learn more about the practice of the sculptor, workshop, foundry, and/or the culture in which the object was made);
-
scholarly research into the history of technology (for instance, about the technological challenges, or exchanges of know-how). Related questions often require data on a broad selection of objects to yield meaningful interpretations.
The kinds of questions that bronze sculptures may raise are many. For instance:
-
What was the ? What material was it made of? Who was responsible for creating the model, the , and for choosing the metal? (see Case Study 5).
-
Is the a one-off? If it is one of multiple iterations of the same form, how does this cast relate to other versions? How best to achieve useful comparisons, especially if the sculptures cannot be brought together for study?
-
Can one discern patterns in the way certain artists or workshops worked? Can one use such information to discern developments in the artist’s or workshop’s œuvre and date works, determine workshop organization, or ascertain transfer of technical know-how within or between workshops or different centers of production?
-
Is it possible to tell when a particular cast was produced, given that certain models and molds can be used by others than those who originally crafted them, even well after that person’s lifetime?
-
What features may relate to the post-creation—later stage—in the life of a bronze, and what can we learn from them?
Answering these questions can require a fair amount of comparable data on related objects. Monographic exhibitions have so far provided some of the main impetus for such systematic technological studies of particular workshops or artists, as they also rally the necessary international cooperation and funding for resources needed to even begin to tease out trends. Larger studies of related groups such as the ones represented in Case Study 2 and Case Study 4 signal the necessity of a broader sampling in order to recognize what some of the questions might even be, before one might attempt to draw definitive conclusions.
It is also important to bear in mind the role of the founder and other hands that may be involved in the production of any bronze object. Depending on the challenges and solutions presented by a particular project, these problem solvers may adopt or experiment with different processes before settling on the one(s) most likely to produce successful results. This is particularly true of larger casts.
Then there are questions about the condition of the artwork and its original appearance, function, and display. Most often such questions relate to altered , other surface coloration, or decoration and tool marks, which are covered in I.6, I.7, I.8, and I.9. But remains of molding materials or surface scratches that result from mold taking could be clues to , which falls under what we will call here the life cycle of a bronze.
1.3 Life cycle of a bronze
Most sculptures subjected to technological study have had a life story subsequent to their production, and thus bear traces of use (and possible abuse). The ability to distinguish such subsequent features and not mistake them for original marks of the makers is crucial, and constitutes the subject of much of the rest of this volume. These traces can provide rich information about the object’s condition and a range of other topics, including its conservation history and evidence of provenance. Such evidence may fall into a number of categories:
Traces of original use (and/or abuse) may include:
ritual dressing (pigments, jewelry);
-
patterns of wear (see I.6§1.4);
-
traces of ritual burial conditions (soil, patina and pseudomorphs, see I.8§1.1.2);
-
remains of ritual contents, such as consecration objects (see Case Study 4).
Traces of reuse may include:
-
alterations related to change of style, taste, politics, religion, or function;
traces of remounting.
Many traces of reuse are briefly described in I.6§1.4.
Traces of patronage and collecting may include:
-
applied, written, or inscribed markings (see I.6§1.3), including evidence of labels (for example glue patches);
-
removal and/or addition of aesthetic coatings applied by later owners;
-
wholesale cleaning treatments (for instance to archaeological bronzes) and other traces of conservation/restoration (see more below).
Traces of display and environment(s) that the object has been designed for or exposed to may include:
-
different types of mount/base (and later remounts) (see GI§2.9 below);
-
varying degrees of finishing on different parts of the object that might suggest creation for, or insertion in, a particular architectural location;
-
alterations and accretions such as particular to specific environments (soot; paint drips; burial accretions such as pseudomorphs, see I.8§1.1.2).
Traces of conservation and/or restoration may include:
-
traces of mechanical and chemical cleaning (see I.8§1.3, I.8§2.1);
-
waxing or lacquering; over-gilding (see I.7§2.7);
-
protection from destruction by concealing with overpaint;
-
inscriptions or messages left by an earlier restorer.
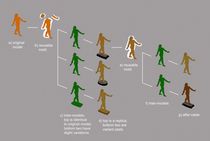
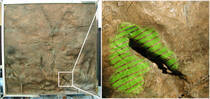
Traces of include (fig. 1):
-
evidence that the cast was the model for an after-cast or surmoulage (see I.1§5.2, I.6§1.4.2);
-
evidence that the cast is itself an after-cast.
Traces of scientific sampling of materials may be discernible:
-
in the metal (drilling, sawing, abrading, see II.5§3.5, II.5§6.2);
-
in the (drilling, breaking, prying, see II.7§3);
-
on the patina from the surface (not easily visible, see II.6§3.1).
Most evidence of scientific sampling is briefly described in I.6§1.4.2.
Damage and disfigurement may be due to any number of reasons, including:
-
iconoclasm and other crude dismemberment (for instance reuse or resale of metal, see I.6§1.4);
-
expansion of core due to rusting iron (see I.3§1.2.4);
graffiti;
-
later addition of signatures (perhaps for the purpose of deception);
ritual destruction/burial;
accident;
-
poor construction and/or failure of repairs over time (for example loss of , see I.4§1.1.1);
-
cannibalizing of sculptural components to create a novel composition.
1.4 A short historiographical note on the technological
study of bronze sculpture
Interdisciplinary research into how bronzes were made draws on a marriage of text-based historical research and object-focused investigations of physical evidence, as well as experimental reconstructions. Depending on the approach taken and who was involved, the results see the light in a range of specialized publications in the diverse fields of conservation, archaeology, science, history of science and technology, foundry work, art history, and museum work, which exist in many languages.
Precious little has survived of the vast knowledge and skill, and of the transactions, that went into the making of bronze sculptures over the millennia. But some snippets were captured in writing. The nineteenth century saw a great push toward more systematic archival research on the part of historians. The transcription and publication of large collections of documents has led to the discovery of information pertaining to bronze production centers and the commissioning and execution of bronze sculptures. Such sources form essential evidence in the reconstruction of chronologies, fabrication processes, and distribution and attribution of labor, especially with regard to large sculptural projects (see for instance Case Study 5).6
Founders and scientists (in particular chemists and metallurgists) with an interest in historical metallurgical processes have also made seminal contributions to the history of science and technology, which include, among other things, translations of some of the rare technical treatises that feature descriptions of medieval and later European bronze production. The information in these texts about the preparation of raw materials as well as the steps of casting processes have been invaluable in the interpretation of both technical features on bronze sculptures and analytical data on alloy and mold compositions.7
Archaeological excavations, collections, and methodology have played a key role in the study of bronze technologies, as it is in this context that object-focused studies of bronzes first developed. The challenge of how to deal with archaeological bronzes that either were already disfigured by corrosion or began to break out into active “bronze disease” following excavation was one of the impetuses for the establishment of early scientific labs in museums. It kept scientists busy for decades, and their evolving understanding of the mechanism has been reflected in the attitude toward treatment and the aesthetic choices that account for the appearance of such objects to this day (fig. 157).8
Increasingly methodical, scientific excavations unearthed a whole range of copper alloy artifacts and shed light as well on the more ephemeral evidence of their production and use, such as mold and furnace remains and ritual contexts.9 These include discoveries of foundry sites in different parts of the world, for instance from the fifth century BCE onward in Houma, China, and the Athenian Agora.10
The taste for collecting ancient materials is centuries old and has been accompanied by a market for copies and forgeries for almost as long, many of which coexisted peacefully with the genuine early works. But the shift to a more scientific classification went hand in hand with the development of forensic methods to characterize the materials and facture of objects, which served to describe and identify objects more precisely. The discoveries of fabulous archaeological works both on land and at sea, and the publicity that surrounded them, also fed broader public interest in how the marriage of science and the humanities may unravel the mysteries of these objects and help to conserve them. The two bronze warriors from Riace are one such find.11
Similarly, a greater awareness and understanding of the damaging effects of pollution on well-known public monuments led to conservation projects that provided further opportunities for technical investigations. The research data and results of these scientific and historical investigations—and the often-dramatic treatments—were not infrequently featured in exhibitions and related publications.12
During the early twentieth century there was an increase in the application of science to the study and treatment of works of art, and the international exchange of data and ideas through conferences and dedicated journals.13 After World War II, the trend continued with the establishment of the first professional conservation organizations as well as the creation of new scientific museum labs. Over the decades these applied ever more sophisticated scientific tools and methods (for instance thermoluminescence dating, atomic absorption spectroscopy, lead isotope analysis, X-ray fluorescence analysis) to the identification and characterization of materials, tracing of sources, and dating. And the new archaeological science (also known as archaeometry) took off with a rise in, among other things, technical research on bronzes.14
By the 1970s, projects covered bronzes from around the world, from the Himalayas and Southeast Asia to West Africa, from ancient Egypt to Renaissance Europe, from ancient China to nineteenth-century France.15 Some of these were seminal for bringing together experts in archaeology, art history, and the history of technology, conservation, and science, and were the first to be closely associated with, and even integrated into, sculpture exhibitions.16 Other research projects consisted of systematic and thorough technological studies of collections.17 For a good decade the Boston area was an important nexus of interdisciplinary collaborations and exchanges, including work on ancient bronzes, nineteenth-century European sculpture, and the Application of Science in Examination of Works of Art seminar series.18
With the ninth meeting of the International Congress on Ancient Bronzes in 1986, the topic of technological studies assumed a permanent place in the hitherto solely archaeological and art historical gathering.19 The 1980s also marked the establishment of the Beginning of the Use of Metals and Alloys (BUMA) conferences in Asia, which promote exchanges of scholarship between Western and non-Western researchers. The 1990s witnessed several experimental archaeology workshops and seminars on various aspects of the production of large bronzes, which contributed to validating hands-on experience in scholarly work and also modeled rich collaborations among experts from different disciplines.20 It also sealed a turn in the Renaissance field toward the integration of technological studies, which thereafter became almost de rigueur in scholarly bronze publications.21
During the past two decades, archaeologists, art historians, and museum curators have increasingly collaborated with scientists and conservators as well as craftspeople, and the technology of metalworking has become central to the study of bronze sculptures, often by international teams.22 Research on bronzes from classical antiquity has flourished and been published as monographs and presented at meetings such as the International Congresses on Ancient Bronzes.23 Medieval European bronzes are also gaining more attention (see Case Study 2).24 Interdisciplinary, systematic studies have been carried out on a wide array of small bronzes from the Himalayas.25 The technological study of Chinese, South Asian, and Southeast Asian bronzes is very active and the findings are shared, among other places, at international symposia and conferences, including the Forbes Symposia at the Freer Gallery of Art and BUMA.26 Research on the production of bronze sculpture from West Africa is also continuing apace.27 And archaeologists and archaeometallurgists are directing their attention toward a greater variety of periods, and thus also excavations of ancient metalworking sites.28
Among the more recent phenomena are studies of entire collections and larger corpuses of related works (see examples of this in Case Study 2 and Case Study 4) as well as research focused on the work of a particular artist, in which technical findings are woven into the art historical narrative.29 Conservation projects also continue to provide unique opportunities for close investigation. Reconstruction, replication, and reenactment of historical processes and objects are gaining traction as methods of research and pedagogy.30 Newer technical means of analysis, including 3D scanning, are being called upon to help address the complex and challenging questions around originality and authenticity (for instance with regard to the posthumous production of of certain nineteenth- and early twentieth-century European sculptures).31 And other digital tools, from imaging to databases, are instrumental in the sharing and interpretation of large bodies of data and communication across international teams.32 It is within, and from, this broader context that the CAST:ING project took shape.

2 What? The basics of making a bronze sculpture
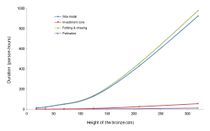
Casting a bronze consists of creating a negative impression of a desired form in a refractory mold material, generally by using a model, and filling that with a molten copper alloy. Control over the mold is crucial for a successful casting. An overview of main materials and techniques used to make a bronze sculpture is given below. The processes comprise several steps. Table 1 and figure 3 give some clues on the relative time these different steps may require.
2.1 Casting: Primarily the impression of a model in a
refractory mold
2.1.1 The refractory mold and core material
The refractory mold is the temporary, fire-resistant mass that holds the impression of the model to be reproduced. In it is often referred to as the . Mastery of the refractory mold is essential for the successful outcome of a cast, including the quality of the of the metal (compare figs. 4, 5).
In designing it (see also videos 1, 2 Open viewer), it is important to ensure that it:
is heat resistant;
can capture fine detail;
-
can withstand the molten metal coursing through it;
-
has sufficient integrated into the mold design and/or in its makeup to assist in the escape of air and gases to ensure that these do not stay trapped in the metal;
-
can be broken down. Ideally it will be just strong and cohesive enough to withstand the casting process, but easy to remove from the cast (note: this is not the case with a ceramic shell).
In addition to the outer mold, a hollow bronze will require an internal mold form known as the core, made of similar refractory materials (see GI§2.1.4 below).
The refractory materials used for the casting of most bronze sculptures can be categorized into four main groups:
-
clay-based material rich in sand and often organic materials that can be shaped either directly by hand or indirectly in a mold. Clay-based cores and refractory molds may be the result of a complex manufacturing sequence comprising up to five stages, namely the selection, possible modification, and mix of raw materials, and the shaping and baking of the core. Clay-based materials may be called loams;
-
sand-based refractory mold materials bound by clay or small amounts of resin (fig. 6);
-
plaster-based slurries made of gypsum with added sand and crushed ceramic powder or “grog”;
-
colloidal silica slurry layered with larger refractory particles that form a “ceramic shell” through sintering of the colloidal particles (fig. 7).33 See also Case Study 7.
Monumental bronzes may be built over cores that have an internal fired-brick structure.34 Bricks can also be found in life-size and medium-scale casts (fig. 8).35 The cores themselves may be hollow. This is the rule in bell casting, and has also been witnessed on bronze statuary, notably on ancient bronzes in the South Arabian peninsula.36
How the core is held in place in relation to the outer mold in order to ensure the desired gap between them during casting is described in GI§2.6 below on armatures and .







2.1.2 Models and molds
Over the centuries in different cultures around the world, expertise on how best to cast a bronze has evolved, based partly on the availability of materials, the level of control over pyrotechnic technologies, the range of forms to be represented, and the metal and other materials that will be used. The context of production is also key. For instance, a large workshop or foundry producing great numbers of multiples will most likely use a different process than a sculptor-founder working alone making a one-off cast (see Case Study 7). Every step of the casting process may leave diagnostic traces, which the technical investigator must tease out (see I.1).
The production of a bronze may involve a sequence of models, often in different materials. For instance, in lost-wax casting the original model may have been made of clay, which would then have been molded to produce wax models designed for casting, which are now generally referred to as casting models or (see video 3 Open viewer). In that function is performed by the pattern or (fig. 9). But specific terms have been developed in different cultures, periods, and areas; see the Vocabulary.
Similarly, a sequence of molds may have played a part in the translation from an original model to a bronze sculpture. Indeed, while the metal is ultimately cast into a refractory mold, in some instances other intermediary matrices may have served to create the casting model or pattern (see below).


2.1.3 Direct and indirect casting
Art historians use the term “direct cast” for a bronze in which the original model is sacrificed during the process of casting (for instance when the original model is made in wax, which is then burned out). “Indirect cast” is generally associated with the lost-wax process and refers to the use of an intermediary and generally reusable mold. The reusable mold is usually not a refractory one; it is created specifically to make replicas that stand in for the original model. However, the term “indirect” could (and should) in principle refer to any bronze that can be replicated without the loss of the original model (see GI§2.2 below for details). Sand casts are definitely indirect casts. These are very general terms. There are myriad combinations of the above, not to mention instances in which it makes sense to cast various sections of a sculpture by different methods and then assemble them (see Case Study 7).
2.1.4 Solid and hollow casts
A cast may be solid or formed as a metal shell in which the internal hollow shape is defined by an internal heat-resistant mold, referred to as the core (fig. 10, video 4 Open viewer). Casts of a certain size or volume tend to be created hollow to reduce the amount of metal. This not only saves expensive metal, but also minimizes the risk of and potential cracking, as thicker volumes of metal solidify in less controllable ways. The thicker the metal wall, the larger the difference of temperature between the wall’s middle and surfaces, so as the surface of the wall solidifies, large amounts of metal may still be liquid inside (see I.3§1.3.1, I.3§1.3.2). Solid casting is therefore generally (but not always) done with smaller casts or in areas of a cast—such as extremities—where a core would be too fine and therefore too delicate to withstand the violence of the casting process. The decision as to whether a cast was to be solid or hollow may also depend on a number of nontechnical parameters.37


2.1.5 Creating an impression of the desired shape in
the refractory mold
There are three basic ways to create an impression of the desired shape in the refractory mold.
The first consists of encasing a model designed to be burned or melted out in a malleable, heat-resistant mold, as in:
-
lost-wax casting, which encompasses other organic modeling agents such as latex or carved banana stems;38
-
casting directly from life, or (fig. 11);
-
lost foam casting (a modern process adopted from industry).
The second consists of compacting a heat-resistant mold material over a hard, reusable model that will need to be removed before casting to make room for the metal, as in:
sand casting;
-
clay .
The third consists of carving the negative form directly into a refractory mold material, as is used for:
stone mold casts;
cuttlefish casts;
-
loess piece mold casts (for example to add certain decorative elements in Chinese bronze vessels);
-
sand casts (also to create the casting channels).
Most of these casting processes are explained in greater detail below. The terms used to describe these processes and how they are referred to in several other languages are captured in table 2 Open viewer.

2.2 Lost-wax casting overview
2.2.1 Direct lost-wax casting
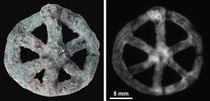
Although it was not a sculpture, the first known direct lost-wax (or indeed any kind of) cast dates from the fifth or fourth millennium BCE (fig. 12). The earliest known bronze statuette was also a direct lost-wax cast and dates from the beginning of the third millennium BCE.39 The direct technique has been used worldwide throughout history and is still in use today, though some of the materials have changed (table 3 Open viewer).40
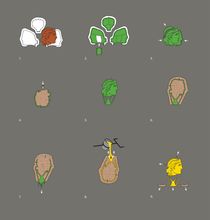
The process basically consists of translating a unique model that is shaped in wax or another modeling medium that can be burned out of the mold into metal by direct replacement. A system is attached, and the sprued model is embedded in or coated with a refractory mold material, which is heated to melt out the wax, thereby creating the hollow cavity to be filled with bronze (fig. 13). The direct process allows the artist the freedom to create forms of great intricacy without having to worry unduly about undercuts (videos 5, 6 Open viewer).
Other combustible materials, such as plant and animal materials, including latex, can also be used. Small objects can be made from solid wax models; larger ones are generally formed hollow by building up the wax model over a refractory clay core. Sometimes the core may be added after the wax is formed in what is referred to as the “direct wax-slab process,” see GI§2.5.2 below. This layer of wax is built up in any number of ways: by laying sheets of wax over it, by modeling, or by dipping the core into molten wax.
The main advantage of the direct process is the creative flexibility it allows the artist or artisan. It does entail the loss of the original model, which may not be an issue in mass productions of devotional figurines, but becomes more of an issue with for instance a large, one-off sculptural commission. A disadvantage is, as already noted, the loss of the original model in the process.



2.2.2 Indirect lost-wax casting
Indirect lost-wax casting appeared comparatively early in the history of bronze sculpture,41 and several variants are still in use today (table 3 Open viewer). In this process, reusable molds are taken from an original sculpture model in order to replicate the desired form in bronze. The original model can therefore be made of any number of materials. Undercuts in the model are dealt with either by using a flexible mold (for instance one made of rubber) or by creating a (rigid) piece mold42 designed in small, removable sections to fit around the model like a three-dimensional jigsaw puzzle, and usually held together by an outer “mother mold” (fig. 15). These reusable molds enable the maker to create one or more wax replicas or inter-models for use in the casting process (the “casting model” in modern parlance).
The main advantages of indirect lost-wax casting include the preservation and potential reuse of the original model, and the ability to cast multiple, more or less identical replicas of the original model. These can, of course, also be manipulated intentionally to create quite distinct works.43

2.3 Variations on indirect lost-wax casting: slush
molding, indirect wax slabs, lasagna, cut-back core
The wax replica that is made for casting in the indirect process (the inter-model) can be formed in a variety of ways, which fall under two main categories, where:
-
the core is created after the hollow wax model has been produced;
the core is created before the wax model.
Within these, four processes have been most commonly documented in historical bronzes.
2.3.1 Wax first, then core
Slush molding
Slush molding (fig. 16, videos 7, 2 Open viewer) may be among the oldest processes used in indirect lost-wax casting, and is still widely used today (table 3 Open viewer). Slush molding consists of pouring liquefied wax into a mold and swirling it around to ensure that the wax builds up relatively evenly. Small molds can be filled to the rim. The wax will first solidify at points of contact with the mold. The remaining molten wax is poured out, and the process repeated until the thickness of wax matches the desired wall thickness of the bronze. With larger molds, a fine layer of liquefied wax may be painted onto the surface first, to make sure that all the details are captured, before pouring the liquefied wax into the mold. Larger molds may be only partially filled and then agitated and rolled around to ensure that the wax slushes sufficiently to coat the entire inner surface.
The main advantages of slush molding are its rapidity and simplicity. Because the mold is generally manipulated by hand, size is a limiting factor, requiring larger bronzes to be molded in manageable sections.
Indirect wax slab process
Another indirect process consists of lining the mold with preformed wax slabs of the desired thickness (figs. 17, 18). As far the authors know, there is no standardized nomenclature for this latter process. The name we propose, “indirect wax slab process,” refers directly to the slab pottery technique. The earliest examples of bronzes for which the indirect wax slab process may have been used are Egyptian statues dated to the beginning of the first millennium BCE.44 The process appears to have been widely used during Greek and Roman antiquity,45 and probably long after as well.46 Some modern-day founders also use it in one form or another (table 3 Open viewer).
This process might be used with mold sections of larger bronzes. A variant involves building up a wax layer of the desired thickness by pressing small masses of softened wax into the mold (figs. 19, 50).47 Alternatively, molten wax may be painted into the mold first, to ensure good coverage of finer details, and then built up layer by layer in a variety of ways—painted, backed with wax slabs, or reinforced with softened wax or slush molding. For all the aforementioned processes other than slush molding, it is necessary for the mold to be open before the application of wax on the internal surface of each of its sections.
The main advantage of the slab process is the ability to precisely control the thickness and evenness of the sculpture’s metal walls (fig. 20).
Wax painting
The process entails painting liquefied wax into one or more sections of an open mold. While it could be used on its own there is little evidence of that; most often it might serve to supplement other indirect processes such as slush molding as a way to ensure good coverage of the mold and to capture fine details (figs. 21, 22).






2.3.2 First core, then wax
The so-called lasagna process (fig. 23) was first described by sculptor, goldsmith, and writer Benvenuto Cellini (Italian, 1500–1571),48 whose use of the term “lasagna” has been generally adopted. Its likely use has been identified on sixteenth-century Italian and French bronzes,49 and seems to draw from the practices of cannon casting (see GI§2.4.2 below). It is still employed in some modern foundries (table 3 Open viewer). Instead of wax slabs (see previous section), slabs of clay or another dough-like substance of even thickness—the so-called lasagna, which Cellini describes as being the width of a knife’s back—are laid into the inner surface of a piece mold of a larger sculpture (fig. 24). The core is built up to fit the hollow space in the lasagna-lined mold using material that is either clay-based or in the form of a plaster-grog slurry. Thereafter, the lasagna is removed from the mold. The piece mold is reassembled around the core, and wax is poured into the space previously defined by the lasagna layer. As with the other processes, a fine layer of wax may be painted into the mold first. See GI§2.4.2 below for a variant of the lasagna process without using wax. The lasagna can be applied to the piece mold much more rapidly than wax slabs (whereas wax slabs are usually applied cautiously onto the model surface to capture all the details, the lasagna clay slabs are applied more “approximately,” at least in modern foundries).50 This allows for more control over the condition and surface of the core, and thus also over the outcome of the cast.
The cut-back core process (fig. 25) has been identified on eighteenth-century French bronzes, but might have been used elsewhere and earlier.51 It is still in use today (table 3 Open viewer). Here the core is produced by using the piece mold to cast a replica of the model in refractory material. This is then pared down to the desired thickness, secured back into the piece mold, and liquefied wax is filled into the space between the core and the mold. As with the lasagna method, this process allows control of the core, limiting shrinkage of the wax and thus affording a more predictable and even metal thickness. This is a highly skilled operation.



2.4 Refractory piece molding processes
This consists of packing a refractory material (sand and clay) over a hard, reusable model in order to form the desired matrix of rigid pieces, like a three-dimensional jigsaw puzzle designed to circumvent undercuts. Several processes of this kind have been used for sculptural casting. The one most familiar today is sand casting. Piece mold casting, such as that used to make ancient Chinese vessels, is a much older form.
2.4.1 Sand casting
Various forms of sand casting have been used to create a wide range of items since the beginnings of metallurgy.52 From the Renaissance period until the nineteenth century, the process involved a range of materials and binders not strictly classified as “sand” and was limited to small-scale sculptural works.53 Sand casting as we now know it was first used for bronze sculpture in Europe at the end of the eighteenth or the beginning of the nineteenth century,54 and is still in use today for this purpose, and prolifically for industrial casting, especially of iron.
In this process, special casting sand that is naturally bound with clay (or synthetically bonded materials such as resin)55 is rammed around a chef-modèle positioned in stacked metal frames (or flasks) called the cope (top) and the drag (bottom) (fig. 9). Smaller piece mold segments are often fashioned within these larger sections and designed for ease of construction and disassembly, as it will be necessary to remove the pattern and reassemble the mold precisely for casting. Should a core be needed, it is formed using a sand version of the cut-back core process (see GI§2.3.2 above and Case Study 6).56
The predominantly sandy composition of the mold minimizes shrinkage of both mold and core, which assures greater control of the thickness of the cast. Access to the inner surface of the mold before casting also allows for greater quality control and last-minute alterations or repairs.57 Furthermore, that surface is often coated with a layer of soot or graphite, which helps produce a reducing environment at the point of contact with the hot metal. The lower cost of sand relative to wax is also seen as an advantage,58 and natural sands (meaning, those that contain a natural clay binder) are reusable. Piece molding requires great skill, especially when working with models with complex textures and undercuts (see for instance Case Study 6). It should be noted that high-quality sand casts such as those made in France in the nineteenth century can be essentially -free. This is accomplished through precise ramming of the sand—not too loose, not too dense—so that the sand swells just slightly upon baking to seal the gap.59
2.4.2 Piece mold casting
Piece mold casting is mainly associated with early Chinese vessels, including some with very figurative forms (see Case Study 3),60 and with bells and artillery in early modern Europe.61 Known examples of bronze sculpture made by this method are rare.62
This process, which is also known as section-mold casting (but recall, as noted above, that a number of other processes use piece, or section, molds), consists of creating a clay-based, refractory piece mold around a model that has also been fashioned in refractory clay. The rigid mold must, as with other piece molds, be designed to circumvent undercuts. Once the mold has been made, the model is pared down to form the core (fig. 26).
Some literature points to the use in nineteenth-century Germany of a version of piece mold casting combined with the lasagna process that omits the wax.63
The piece mold process allows for a very even thickness and a good dimensional stability of the resulting cast. Shrinkage is very limited (see II.4§1.1). Details can be both molded and modeled/carved. As with sand casting, the design and production of the complex piece mold required for intricate forms requires great skill.

2.5 Other casting methods/variations for bronze sculpture
2.5.1 Direct life-casting
Casts from life are found in Roman antiquity and were also widespread during the Renaissance and the nineteenth century.64 Modern artists are still using the technique. Casting “from life” refers to the use of natural forms (flora and fauna, fig. 27), but also human-made materials (for instance textiles), as models. These are embedded in a refractory mold and burned out to create a void that reproduces the model in fine detail (fig. 11). Such a process eliminates the need to model the object afresh, and allows for the reproduction of fine details present in the original. As with all direct processes, the original model in this case is destroyed in the process.
Note: It may be difficult to distinguish a direct life-cast from an indirect cast from life, in which a reusable mold is taken from a found object or creature. Life and death masks, for instance, are indirect life-casts. Also, contrary to belief, a direct cast from life can be hollow.65

2.5.2 Direct wax-slab process
The ancient Greeks are known to have used the direct wax slab process to create bronze multiples, such as the Griffin Protomes.66 Theophilus, the twelfth-century artisan monk and compiler of a technical compendium on diverse arts, describes a similar process used in his time for making incense burners in Germany.67 See Case Study 2. It is also used in modern-day Nepal and Thailand for sculptural work (table 3 Open viewer).68
The process involves bending wax slabs freehand in order to shape the model, with the core inserted later (figs. 28, 29). This is not to be confused with the direct lost-wax process described above in GI§2.2.1, where for hollow casts the wax is built over the core.69 It allows for quick modeling with a very good control of thickness. Its main drawback is the loss of the original model.


2.5.3 Carving into a mold
Another approach that has been used mostly for simpler sculptural forms involves carving a mold directly into a hard, refractory material such as stone, hardened refractory clay, casting sand, or cuttlebone (fig. 30). This is the purest direct process, as the tool marks create the negative space. As a result, the thickness of the cast is more likely to be uneven.

2.6 Armatures, core supports, and core vents
Many models used for casting may be built up on an armature for structural support. This can apply not only to models with a refractory core intended for hollow casts, but also to solid ones.70 In both lost-wax and sand casting, an armature will further help support the core during the . As the name implies, core supports help to both strengthen and support the core. The inclusion and placement of armatures and other supporting elements (and in some cases, core vents as found in sand casting) are crucial to the success of a hollow cast in particular. Shaped most often out of metal, their remains might be preserved in the cast.
2.6.1 Armatures
The model may need structural support to prevent it from drooping, collapsing, or breaking during its making and manipulation, as well as during the pouring of the metal. Such an interconnected structural framework is usually made of ferrous metals (notably iron, and in recent times steel), though parts could be made of other materials such as wood.71
These different elements may (but not always)
-
form a complex structure like a skeleton (figs. 31, 32, 33) bound together by various means (for instance , twisting, or entwining with finer wires, fig. 34);
extend down into the base;
-
protrude beyond the core and model into the refractory mold, therefore serving the dual function of core support.
Not all sculptures necessitate armatures. And any kind of armature can act as core support if it extends from the core into the refractory mold. The armature in a cast bronze may be preserved to serve as a structural/mounting function post-casting, depending on the shape of the sculpture and location of the armature. Iron left inside an outdoor bronze may cause damage due to expansion of the iron as it rusts (fig. 149).




2.6.2 Core supports
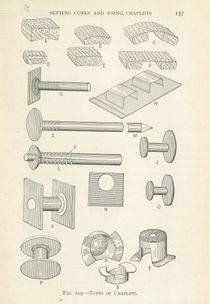
As the name implies, core supports serve to reinforce or strengthen the core at different stages of the casting process. Two definitions appear in the literature. The term may apply to inserts or spacers that hold the core in place during the pour. These come in a variety of configurations:
-
are positioned perpendicularly to the wall of wax or bronze. They protrude both into the outer mold and into the core to hold it firmly in place. These could be wires, rods, or nails (figs. 35, 36, 37).
-
serve as spacers and tend to be more or less the width of the gap between the core and the outer model. They are nestled at intervals in that space, balancing the core in relation to the outer mold. Chaplets are often fused into the body of the cast during the pouring (figs. 38, 39, 40).
-
form bridges between the core and outer mold and are made of refractory material (fig. 41).
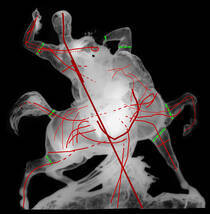
The term may also apply to internal wires or rods that help strengthen the core during assembly of the casting model and/or during the pour. Often made of single wires or rods that do not connect into the base, they may have one or more of the following characteristics:
-
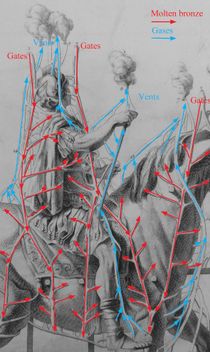
They may be inserted into more fragile core segments, for instance the arms or legs (fig. 2).
-
They may be inserted into the core perpendicular to wax-to-wax joins to help hold them together (common in indirect lost-wax casts; fig. 42).
-
They may be used to support joins between core sections, as may occur in sand casting (fig. 9).







2.6.3 Core vents
Core vents (also called lanterns, figs. 6, 43) provide an exhaust route for gas buildup inside the core. They run through much of the core and extend into the outer mold, thus also serving as core supports and sometimes as armatures all in one. Core vents were commonly used in sand casts from the late nineteenth century onward (fig. 9, Case Study 6).

2.7 Sprues
A sprue is any channel that feeds metal to the mold, in contrast to a vent, which lets air out. The sprue system is the entire network of channels designed to distribute the metal through the refractory mold efficiently while ensuring that air and vapors can escape so as to avoid casting flaws (figs. 21, 44, 45, 46, video 8 Open viewer). In sand casting these channels are carved into the mold once the impression has been formed in the sand mold parts. In lost-wax casting they are usually formed with wax rods of various sizes, which are affixed strategically to the model by melting the ends onto the surface with a hot knife before the casting model is invested with the outer mold material.72
Sprues (generally referred to as “gates” in sand casting) are usually located on higher points of the cast surface (as opposed to depressions) and, if possible, in areas of less detail (inside, back, edges) to avoid having to re-create complex surfaces of the model after casting. More substantial castings will need a greater number of feeds/gates to allow the alloy to reach all areas of the model at the optimal temperature, minimize turbulence, and reduce risk of shrinkage (video 9 Open viewer).73
There are two main approaches to feeding the metal into the mold. The cast is described as “bottom fed” when the “feed” directs the metal straight to the bottom of the mold from whence it pushes its way up through the cavities in the mold (fig. 13). In foundry terms it might also be considered “indirectly cast” (not to be confused with the indirect casting method described above in GI§2.2.2). It is considered “top fed” if the feed is attached directly to the top of the figure and the metal allowed to follow whatever paths it might find down through the mold (video 4 Open viewer).74 The former reduces the chances of erosion of the mold, or “scouring,” which can result from forceful impact of the metal on its fragile inner surface.
The orientation of the cast—upright, upside down, horizontal, or at an angle75—can vary depending on the shape and size of the form as well as on cultural context and practice of the founder.76




2.8 Alloys
The preparation of the metal that will be poured into the mold consists of many preliminary steps, including alloying, in order to achieve the desired properties (color, , workability, corrosion resistance). This final mixing of elements, including the use of scrap metal, may happen in advance of a pour, or at the time of casting of a given sculpture. The overview of the range of alloys used in “bronze” sculpture and some of their salient qualities/properties is provided in I.2.
2.9 Finishing
While castings can come out of the refractory mold with near-perfect surfaces, most need some repair or reworking of the metal (see I.4§1, videos 10, 11 Open viewer), and quite a few need more than that. Many of the kinds of imperfections found in casts are described in I.3.
Most cast bronze sculptures will at the very least need to have their sprues cut off and core pins extracted. Removal of the coarser traces of the casting process falls under the rubric of , often followed by refining of the metal surface via (see I.6§1.2). Surface treatments that do not fall under the rubric of tooling of the cast metal may include various forms of , gilding, the application of patina, and/or and . And there is a long tradition of combining bronze elements with other materials to create composite objects (fig. 47).
Not all sculptures are cast in one piece, and the rich variety of assembly technologies and related processes are fully described in I.5. Although not covered in the present Guidelines, bases and mounts may represent a highly useful source of information to document fabrication techniques. This is the case with ancient large bronzes—notably where only the bases survive—and also for statuettes and groups from the Renaissance and Baroque periods.77



3 How? User guide
The Guidelines are accessible in a variety of ways.
3.1 Evidence of the fabrication process (volume I)
Volume I is designed to help the reader identify and investigate the physical evidence present on a bronze sculpture. It is divided into nine chapters that correspond to the different aspects of the creation of a bronze, more or less in chronological sequence of the fabrication steps. It goes into more detail on the variety of casting processes described in this general introduction; discusses the properties of the different copper alloys encountered in artistic castings; and characterizes defects, repairs, assembly techniques, tool marks, as well as plating and other surface decoration techniques. Each chapter follows a similar “What? / Why? / How?” format. The first section lays out how distinctive features are produced, and thus sheds light on what to look out for and also possible misinterpretations. That is followed by FAQs that address why such evidence might be interesting and/or useful to investigate. A checklist at the end outlines the primary methods of investigation and analytical techniques that are relevant to the investigation of this topic, and points to the more in-depth discussions of these techniques in volume II. The definitions of terms included in the Vocabulary are hyperlinked upon their first mention in each chapter.
3.2 Methods of investigation (volume II)
Volume II provides a summary description of each of the multifarious techniques of examination and scientific analysis that have been usefully applied to the study of bronze sculpture. The volume is intended for both specialists in technical examination and analysis (e.g., conservators, conservation scientists, archaeologists) and nonspecialists (curators, historians). Specialists will find practical guidance on how each of the techniques may be specifically adapted and optimized for the study of bronze sculpture, along with extensive references to additional technical resources and published examples of their application. Nonspecialists will find succinct descriptions of the techniques and the scientific principles on which they are based. The descriptions are followed by discussion of the capabilities and limitations of each particular technique, along with a description of any sampling requirements that may be required. This information is presented to help those in positions of responsibility make informed decisions regarding the selection of appropriate examination and analysis techniques in the context of a technical study.
In the first chapter, the reader will find practical advice and resources on how to plan and document a technological study (with a reminder of the importance of cross-disciplinary collaboration at every step). This is followed by chapters on image-based examination and documentation (photography and radiography) and measurement. Analytical techniques that further aid in the identification and characterization of materials are described in separate chapters dedicated to the specific materials type (base metal, surface layers, and core). In the penultimate chapter, methods for dating a bronze sculpture are described, and the final chapter discusses the design and implementation of experimental simulations.
3.3 Vocabulary
The rich terminology associated with sculpture, and bronzes and foundry work in particular, is very specialized. It can also vary to a surprising extent across different groups of specialists such as professional foundry practitioners and historians of bronze sculpture, or even across experts focused on different chronological or geographical areas within a field. One of the main goals of the interdisciplinary CAST:ING project was to shed light on some of these ambiguities, wrangle definitions, and where possible suggest a common preferred term. The selection of agreed-upon terms offered here should be useful to a range of researchers—as an aid for interpreting written sources or features on a cast, and for recording and communicating those discoveries and observations. A shared vocabulary ultimately also facilitates a wider sharing of data. Definitions for each term are provided in English and French. Translations are provided in the three other modern languages that reflect the expertise of the CAST:ING members: Italian, German, and Chinese. Early French and Italian translations are also proposed here and there. Earlier terminology is also provided for Italian and French.
It was beyond the scope of this project to produce such a thesaurus for the more than three hundred technical terms collected by its members. We agreed on a selection of fifty-eight based on their frequency of use in the study of bronze sculpture, and on the possible definitional ambiguities. For each entry, we have aimed to include a translation in the selected languages, along with references to two or more authoritative bibliographical sources, as these terms are also to be incorporated in the structured online vocabulary of the Getty Art and Architecture Thesaurus (AAT), which is used broadly by art historians. Where necessary, multiple translations are provided with notes to explain differences between them. Entries are illustrated with relevant images drawn from the Visual Atlas of Features. And hyperlinks to the select terms are provided throughout the Guidelines.
3.4 Case Studies
The case studies offer readers a representative example of investigations into the technology of bronze sculpture. The selection draws on the varied experience of the CAST:ING project members. Some cases focus on one object, others on a group of related works. They cover a variety of contexts in which such studies are undertaken, issues that may be addressed, and the kinds of research tools and historical sources—whether written or oral—that are essential to formulating an informed interpretation of the physical evidence. Their structure varies, but each of them ends with a synopsis of the findings and further questions, and tools applied in the study. The case studies complement the descriptions of processes, technical evidence, and scientific techniques of investigation discussed in volumes I and II, and hyperlinks to particular videos are included where relevant.
3.5 Visual Atlas of Features
The dictum “an image is worth a thousand words” is apt when trying to describe technical details, and this is particularly true for bronze sculpture. Therefore, the Guidelines rely heavily on illustrations. This section gathers all of the illustrations used in the publication, including radiographs, 3D models, sketches, charts, and diagrams. A fair number of these images have visual annotations to aid in their interpretation. In the online version these appear in layers that can be activated (turned on and off) by the reader. In the print-on-demand version, these are merged onto the image. In the digital publication it is possible to search for and browse through the photos and diagrams via keywords. In the print-on-demand version, the images all print together separately from the text in the order of appearance in the Guidelines.
The visual atlas also gathers short videos illustrating a range of fabrication processes described in the text. Links to them appear in the relevant sections of the Guidelines. Their inclusion is made possible by the digital format and affords readers a better sense of the gestures, timing, choreography, and sound involved in these processes—all of which are not readily conveyed in words.
3.6 Tables
This section includes fifteen synthetic tables created to provide an overview of the technical data.
3.7 Bibliography
One overall bibliography serves as reference for all sections of the Guidelines and is unique in its diversity, as it draws on the expertise of an interdisciplinary cast of contributing members. Yet while many of the key publications on bronze casting and related disciplines have been included, the bibliography does not pretend to cover every publication about this expansive field. The bulk of the publications cited are in English and French, reflecting the makeup of the primary organizers of the publication, but every effort has been made to incorporate important works in other languages.
4 Overall disclaimer
The information and images presented here have been selected to illustrate specific technical features without necessarily suggesting that they are characteristic of a given artist’s production or period. This resource is not primarily intended to provide a guide to the attribution or dating of specific bronzes.
The interpretation of a feature as evidence of a particular process, technique, or material is often complex, carrying frequent risks of misidentification. And while we have done our best to illustrate each feature with a representative photograph, these images cannot replace the experience of close examination of an object under different angles, lighting, and magnification conditions. Where applicable, we strongly invite the reader to seek out the publications referred to in the image captions for more in-depth discussions of the examples.
Making meaningful sense of the physical evidence preserved in an object requires weighing these technical observations with a wide range of contextual information from related/comparative objects as well as historical, archaeological, or other relevant sources. Ultimately, these Guidelines cannot replace the hard-won experience of experts.
Notes
-
The term “technological” is used here rather than “technical” to characterize the type of studies carried out on bronzes, as a reference to the so-called technological approach in anthropology (Lemonnier, Pierre. 1992. Elements for an Anthropology of Technology. Anthropological Papers 88. Ann Arbor : Museum of Anthropology, University of Michigan.). Although the term is rarely used by scholars studying the techniques of bronze fabrication, the objectives they pursue—or at least the questions and conclusions that the results might lead them to—generally pertain to this technological approach (see GI§1.2). This includes the reconstruction of the chaîne opératoire (operational sequence of different steps involved in the production of an artifact) and a better understanding of the social, cultural, and economic environment surrounding the fabrication and subsequent life of the bronze. For a recent essay on the historiography of the use of the term “technique” in art historical contexts see Hendriksen, Marieke M. A. and Dupré, Sven, “Introduction: Mapping Technique in the Arts,” in The Making of Technique in the Arts. Theories and Practice from the Sixteenth to the Twentieth Century, eds. Sven Dupré and Marieke Hendriksen, Turnhout, 2023, pp. 9-21.. ↩︎
-
Bourgarit, David, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, eds. 2014. French Bronze Sculpture: Materials and Techniques 16th–18th Century. Paris: Archetype.. ↩︎
-
Formigli, Edilberto. 2010. “La storia della tecnologia dei grandi bronzi.” In La lupa capitolina: Nuove prospettive di studio: Incontro-dibattito in occasione della pubblicazione del volume di Anna Maria Carruba, La lupa capitolina: Un bronzo medievale: Sapienza, Università di Roma, Roma 28 febbraio 2008, edited by Gilda Bartoloni, 15–24. Supplementi e monografie della rivista Archeologia classica 5. Roma: L’Erma di Bretschneider.. ↩︎
-
Rehren, Thilo. 2014. “Crossing Boundaries.” In Sharing Archaeology: Academe, Practice and the Public, edited by Peter Stone and Zhao Hui, 36–46. New York: Routledge.. ↩︎
-
This very issue of the lack of shared protocols was raised at a workshop sponsored by the Dutch Organization for Scientific Research (NWO) in collaboration with the Metropolitan Museum of Art, New York, “A New Model for Scientific Research on Cultural Heritage: Joint US-NL Workshop on Integrated Collaborative Research on Technical Art History, Conservation, and Scientific Research,” New York, April 2014. Private communication from Francesca G. Bewer. ↩︎
-
For example Bresc-Bautier, Geneviève. 1989. “Problèmes du bronze français, fondeurs et sculpteurs à Paris (1600–1660).” Archives de l’art français 30:11–50. and Bresc-Bautier, Geneviève. 2003. “Parisian Casters in the Sixteenth Century.” In Large Bronzes in the Renaissance, edited by Peta Motture, 95–113. New Haven, CT, and London: Yale University Press. on archival work related to sixteenth-century Parisian founders; Guglielmo Somigli. 1958. Notizie storiche sulla fusione del Perseo con alcuni documenti inediti di Benvenuto Cellini. Milan: Associazione Italiana Metallurgia. on the Perseus by Benvenuto Cellini; and Baxandall, Michael. 1965. “A Masterpiece by Hubert Gerhard.” Victoria and Albert Museum Bulletin 1 (2): 1–17. and Baxandall, Michael. 1966. “Hubert Gerhard and the Altar of Christoph Fugger: The Sculpture and its Making.” Münchner Jahrbuch der bildenden Kunst 3 (17): 127–44. for a brilliant reconstruction of the production of the Fugger altarpiece in Augsburg, Germany (1581–84), based on the account book for the commission. More recently, Avery, Victoria. Vulcan’s Forge in Venus’ City: The Story of Bronze in Venice 1350–1650. Oxford: Oxford University Press, 2011. reconstructed the complex network of Renaissance Venetian founders and their work. ↩︎
-
For example Theophilus. (ca. 1122) 1979. On Divers Arts: The Foremost Medieval Treatise on Painting, Glassmaking, and Metalwork. Translated by John G. Hawthorne and Cyril Stanley Smith. New York: Dover.; Agricola, Georgius. (1556) 1950. De re metallica libri XII. Translated and edited by Herbert Clark Hoover and Lou Henry Hoover, 1912. New York: Dover.; Biringuccio, Vannoccio. (1540) 1990. The Pirotechnia of Vannoccio Biringuccio. Translated by Cyril Stanley Smith and Martha Teach Gnudi. New York: American Institute of Mining and Metallurgical Engineers.. ↩︎
-
Beale, Arthur. 1996. “Understanding, Restoring, and Conserving Ancient Bronzes with the Aid of Science.” In The Fire of Hephaistos: Large Classical Bronzes from North American Collections, edited by Carol C. Mattusch, 65–80. Cambridge, MA: Harvard University Art Museums.. ↩︎
-
The specialized study of historical metal production from extraction to refinement and trade is more commonly referred to as archaeometallurgy. ↩︎
-
Houma in China’s southwest Shanxi province was first excavated in 1957: Shanxi Provincial Institute of Archaeology 1993; Institute of Archaeology of Shanxi Province 1996. On the Greek site see Mattusch, Carol C. 1975. “Casting Techniques of Greek Bronze Sculpture : Foundries and Foundry Remains from the Athenian Agora with Reference to Other Ancient Sources.” PhD diss., University of North Carolina.. ↩︎
-
On the Riace bronzes see Formigli, Edilberto. 1984. “Due bronzi da Riace.” Bolletino d’Arte 2, special series 3. Rome: Libreria dello Stato. http://www.bollettinodarte.beniculturali.it/opencms/multimedia/BollettinoArteIt/documents/1475238151057_Due_Bronzi_di_Riace_I_(Serie_speciale_1984).pdf.. For recent publications of the Riace Bronzes and for new developments in studies of classical bronzes, see Daehner, Jens M., and Kenneth Lapatin, eds. 2015. Power and Pathos: Bronze Sculpture of the Hellenistic World. Los Angeles: J. Paul Getty Museum.. For another opinion on the production of these statues, not widely adopted, see Konstam, N., and H. Hoffmann 2002. “Casting the Riace Bronzes: Modern Assumptions and Ancient Facts.” Oxford Journal of Archaeology 21 (2): 153–65.; Konstam, N., and H. Hoffmann 2004. “Casting the Riace Bronzes (2): A Sculptor’s Discovery.” Oxford Journal of Archaeology 23 (4): 397–402.. ↩︎
-
For example Bearzi, Bruno. 1950. “Considerazioni di tecnica sui San Ludovico e la Giuditta di Donatello.” Bollettino d’Arte 16:119–23.; Leoni, Massimo. 1979. “Observations on Ancient Bronze Casting.” In The Horses of San Marco, Venice, edited by Guido Perocco, translated by John Wilton-Ely and Valerie Wilton-Ely, 180–181. London: Thames and Hudson.. ↩︎
-
The 1930 conference “Study of Scientific Methods Applied to the Examination and Conservation of Works of Art,” organized by the International Museums Office, was the first of such conferences. The organization’s journal Mouseion was one vehicle of communication for such work. And Technical Studies in the Field of the Fine Arts, published by the Fogg Museum (1932–42), was the first international journal to be dedicated to this interdisciplinary area of research. The International Institute for the Conservation of Museum Objects was established in 1950. See Bewer, Francesca G. 2010. A Laboratory for Art: Harvard’s Fogg Museum and the Emergence of Conservation in America, 1900–1950. Cambridge, MA, and New Haven, CT: Harvard Art Museums.. ↩︎
-
For instance, in the 1960s and 1970s, the Oxford University Research Laboratory for Archaeology and History of Art led in the development of thermoluminescence (TL) dating of archaeological materials. And in the 1970s and 1980s, the Rathgen-Forschungslabor of the State Museums of Berlin and the British Museum’s Department of Scientific Research performed large-scale systematic analyses of alloy composition for works from different cultures and also entire museum collections. X-ray fluorescence (XRF) was applied to (among other things) the study of alloys used in Renaissance medals, and TL dating made a splash almost immediately, with controversy over the dating of medieval statuettes, alerting people to the possible pitfalls of interpreting analytical data in the absence of the full life history of an artwork (Glinsman, Lisha A., and Lee-Ann C. Hayek. 1993. “A Multivariate Analysis of Renaissance Portrait Medals: An Expanded Nomenclature for Defining Alloy Composition.” Archaeometry 35 (1): 49–67.; Craddock, Paul T. 2009. Scientific Examination of Copies, Fakes and Forgeries. Oxford: Elsevier., 143–44). ↩︎
-
For example Werner, O. 1972. Spektralanalytische und metallurgische Untersuchungen anindischen Bronzen. Leiden, the Netherlands: E. J. Brill.; Beale, Arthur. 1975. “A Technical View of Nineteenth-Century Sculpture.” In Metamorphoses in Nineteenth-Century Sculpture, 28–55. Cambridge, MA: Harvard University Press.; Ashley-Smith, Jonathan. 1977. “The Scientific Examination of Small Bronzes.” The Conservator 1:57.; Larsson, Lars. 1979. “Zur Giambologna-Ausstellung in Edinburgh, London und Wien.” Kunstchronik 32 (4): 129–37.; Stone, Richard E. 1981. “Antico and the Development of Bronze Casting in Italy at the End of the Quattrocento.” Metropolitan Museum Journal 16:87–116.; von Schroeder, U. 1981. Indo-Tibetan Bronzes. Hong Kong: Visual Dharma.; Riederer, Josef. 1982. “Die naturwissenschaftiche Untersuchung der Bronzen der Staatlichen Sammlung Ägyptischer Kunst in München.” Berliner Beiträge zur Archäometrie 7:2–23.; Craddock, Paul T. 1985. “Medieval Copper Alloy Production and West African Bronze Analyses: Part I.” Archaeometry 27 (1): 17–41.; Craddock, P. T., and J. Picton. “Medieval Copper Alloy Production and West African Bronze Analyses, Part II.” Archaeometry 28 (1): 3–32.; Bagley, R. W. 1987. Shang Ritual Bronzes in the Arthur M. Sackler Collections. Cambridge, MA: Harvard University Press.; Reedy, Chandra, and Pieter Meyers. 1987. “An Interdisciplinary Method for Employing Technical Data to Determine Regional Provenance of Copper Alloy Statues,” 173–78. In Recent Advances in the Conservation and Analysis of Artifacts. University of London, Institute of Archaeology Jubilee Conservation Conference Papers. London: Summer Schools Press.. ↩︎
-
Mitten, David G., and Suzannah F. Doeringer. 1967. Master Bronzes from the Classical World. Mainz, Germany: Von Zabern.; Wasserman, Jeanne L. 1969. Daumier Sculpture: A Critical and Comparative Study. Greenwich, CT: New York Graphic Society.; Doeringer, Suzannah F., David Gordon Mitten, and Arthur Richard Steinberg, eds. 1970. Art and Technology: A Symposium on Classical Bronzes, Cambridge, MA: MIT Press.; Wasserman, Jeanne L., ed. 1975. Metamorphoses in Nineteenth-Century Sculpture. Cambridge, MA: Fogg Art Museum and Harvard University Press.; Born, Hermann, ed. 1985. Archeologische Bronzen, alte Kunst, moderne Technik. Berlin: Dietrich Reimer Verlag.. ↩︎
-
Gettens, Rutherford J. 1969. The Freer Chinese Bronzes. Vol. II Technical Studies. Freer Gallery of Art, Oriental Studies, No. 7. Washington: Smithsonian Institution.; Milam, Billie, Chandra L. Reedy, and Carol Sussman. 1988. Technical Analysis of Renaissance Bronzes for Provenance Studies: Pilot Project. Malibu, CA: Getty Conservation Institute. http://hdl.handle.net/10020/gci_pubs/tech_analysis_renaissance_bronzes.. ↩︎
-
The Application of Science in Examination of Works of Art seminars were held at the Museum of Fine Arts, Boston, in 1958, 1965, and 1970, and the proceedings were published respectively as Museum of Fine Arts (Boston) Research Laboratory. 1970. Application of Science in Examination of Works of Art: Proceedings of the Seminar at the Museum of Fine Arts, Boston, September 15–18, 1958. New York: Arno.; Museum of Fine Arts (Boston) Research Laboratory. 1967. Application of Science in Examination of Works of Art: Proceedings of the Seminar September 7–16, 1965. Boston: Museum of Fine Arts.; Young, Williams, ed. 1973. Application of Science in Examination of Works of Art: Proceedings of the Seminar: June 15–19, 1970. Boston: Museum of Fine Arts.. ↩︎
-
The initial meeting of the series took place in Nijmegen, the Netherlands, in 1970, and the most recent (XX International Congress on Ancient Bronzes) took place in Tübingen, Germany, in 2018. ↩︎
-
Among these was a series of experimental archaeology workshops on ancient bronzes organized by Edilberto Formigli (Formigli, Edilberto. 1993. “Antiche terre di fusione.” In Antiche officine del bronzo: materiali, strumenti, tecniche: atti del Seminario di studi ed esperimenti, Murlo, 26–31 luglio 1991, edited by Edilberto Formigli, 69–98. Siena, Italy: Nuova Immagine.; Formigli, Edilberto. ed. 1999a. I grandi bronzi antichi: Le fonderie e le tecniche di lavorazione dall’età arcaica al rinascimento. Siena, Italy: Nuova Immagine.). ↩︎
-
Examples include Bewer, Francesca G. 2001. “The Sculpture of Adriaen de Vries: A Technical Study.” In Small Bronzes in the Renaissance, edited by Debra Pincus, 158–93. Studies in the History of Art 62. Washington, DC: National Gallery of Art; New Haven, CT: Yale University Press.; Dillon, Jo. 2002. “Technical Reports” and “Glossary of Technical Terms.” In Avery, Victoria, Renaissance and Baroque Bronzes from the Fitzwilliam Museum, Cambridge, 276–88, 299–303. London: Daniel Katz Ltd.; Gli Ori.; Bewer, Francesca G., Richard. E. Stone, and Shelley G. Sturman. 2007. “Reconstructing the Casting Technique of Lorenzo Ghiberti’s Gates of Paradise.” In The Gates of Paradise: Lorenzo Ghiberti’s Renaissance Masterpiece, edited by Gary M. Radke, 156–82. Atlanta: High Museum of Art; New Haven, CT: Yale University Press.; Bassett, Jane. 2008. The Craftsman Revealed: Adriaen de Vries, Sculptor in Bronze. Los Angeles: Getty Conservation Institute. https://www.getty.edu/publications/virtuallibrary/9780892369195.html.; Stone, Richard E. 2011. “Understanding Antico’s Patinas.” In Antico: The Golden Age of Renaissance Bronzes, edited by Eleonora Luciano, 178–82. Washington, DC: National Gallery of Art; London: Paul Holberton.; Van Langh, Robert. 2012. “Technical Studies of Renaissance Bronzes: The Use of Neutron Imaging and Time-of-Flight Neutron Diffraction in the Studies of the Manufacture and Determination of Historical Copper and Alloys.” PhD diss., Delft University of Technology. http://resolver.tudelft.nl/uuid:3898ae1c-7934-4d85-a0db-628760739b50.; Smith, Dylan. 2013. “Reconstructing the Casting Technique of Severo da Ravenna’s Neptune.” Facture 1:167–81.; Bourgarit, David, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, eds. 2014. French Bronze Sculpture: Materials and Techniques 16th–18th Century. Paris: Archetype.. ↩︎
-
The 2012 conference in Paris on French bronzes is one example among others (Bourgarit, David, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, eds. 2014. French Bronze Sculpture: Materials and Techniques 16th–18th Century. Paris: Archetype.). ↩︎
-
Janietz, B. 2000. Ein Depot zerschlagener Grossbronzen aus Augusta Raurica. Die Rekonstruktion der Gewandfiguren. Forschungen in Augst 30. Augst, Switzerland: Römerstadt Augusta Raurica.; Peltz, Uwe. 2011. “Technischer Vergleich.” In Der Xantener Knabe. Technologie, Ikonographie, Funktion und Datierung, edited by Uwe Peltz and Hans-Joachim Schalles, 111–39. Darmstadt, Germany: Von Zabern.; Zimmer, Gerhard, Monika Wirth, Rainer Ellerbrok, and Andreas Bührig-Polaczek. 2011. “Stückungstechnik griechischer Bronzestatuen-Kunst und technologischer Fortschritt.” Giesserei 98 (6): 264–73.; Mattusch, Carol C. 2014. “Artists and Workshops: The Craft and the Product.” In Ancient Bronzes through a Modern Lens: Introductory Essays on the Study of Ancient Mediterranean and Near Eastern Bronzes, edited by David Gordon Mitten, Susanne Ebbinghaus, and Lisa M. Anderson, 114–31. Cambridge, MA: Harvard Art Museums.; Descamps-Lequime, Sophie, and Benoît Mille. 2017. “Progrès de la recherche sur la statuaire antique en bronze.” Technè 45:4–13.; Willer, Frank, Roland Schwab, and Manuela Mirschenz. 2017. “Ergebnisse der archäometrischen und herstellungstechnischen Forschungen and den ‘Limesbronzen.’” In Römische Grossbronzen am UNESCO-Welterbe Limes, edited by M. Kemkes, 79–105. Darmstadt, Germany: Konrad. https://landesmuseum-bonn.lvr.de/media/lmb/forschung/bilder_4/restaurierung/Mirschenz_M.Schwab_R._Willer_F._Ergebnisse_der_archaeometrischen_und_herstellungstechnischen_Forschungen_an_den_Limesbronzen.pdf.. ↩︎
-
See Thomas, Nicolas, and Pete Dandridge, eds. 2018. Cuivre, Bronzes et Laitons Médiévaux: Histoire, Archéologie et Archéométrie Des Productions En Laiton, Bronze et Autres Alliages à Base de Cuivre Dans l’Europe Médiévale (12e–16e Siècles) = Medieval Copper, Bronze and Brass: History, Archaeology and Archaeometry of the Production of Brass, Bronze and Other Copper Alloy Objects in Medieval Europe (12th–16th Centuries), Études et Documents, Archéologie 39. Namur, Belgium: Agence wallonne du Patrimoine. for a recent survey of technological studies on medieval bronzes. ↩︎
-
Reedy, Chandra, and Pieter Meyers. 1987. “An Interdisciplinary Method for Employing Technical Data to Determine Regional Provenance of Copper Alloy Statues,” 173–78. In Recent Advances in the Conservation and Analysis of Artifacts. University of London, Institute of Archaeology Jubilee Conservation Conference Papers. London: Summer Schools Press.. ↩︎
-
Technical papers on bronzes were presented at three of the five Forbes Symposia (Bourgarit, David, Benoît Mille, Thierry Borel, Pierre Baptiste, and Thierry Zéphir. 2003. “A Millennium of Khmer Bronze Metallurgy.” In Scientific Research in the Field of Asian Art: Proceedings of the First Forbes Symposium at the Freer Gallery of Art, edited by Paul Jett, 103–26. London: Archetype.; Reedy, Chandra L., and Pieter Meyers. 2007. “New Methods for Analyzing Thin Sections of Casting Core Materials: A Case Study with Southeast Asian Bronzes.” In Scientific Research on the Sculptural Arts of Asia: Proceedings of the Third Forbes Symposium at the Freer Gallery of Art, edited by Janet G. Douglas, Paul Jett, and John Winter, 103–14. London: Archetype.; Bewer, Francesca G. 2012. “A Chemist under a Spell: Rutherford John Gettens’s Early Encounters with Chinese Bronzes.” In Scientific Research on Ancient Asian Metallurgy (Proceedings of Studies of Ancient Asian Metallurgy, Fifth Forbes Symposium of the Freer Gallery of Art, October 2010, Washington, D.C.), edited by Paul Jett, Blythe McCarthy, and Janet G. Douglas, 3–11. London: Archetype.). See also Vincent, Brice, David Bourgarit, and Paul Jett. 2012. “Khmer Bronze Metallurgy during the Angkorian Period (12th–13th Centuries): Technical Investigation of a New Selected Corpus of Artifacts from the National Museum of Cambodia, Phnom Penh.” In Scientific Research on Ancient Asian Metallurgy, edited by Paul Jett, Blythe McCarthy, and Janet G. Douglas, 124–53. London: Archetype.; Mechling, Mathilde, Brice Vincent, Pierre Baptiste, and David Bourgarit. 2018. “The Indonesian Bronze-Casting Tradition: Technical Investigations on Thirty-Nine Indonesian Bronze Statues (7th–11th C.) from the Musée national des arts asiatiques – Guimet, Paris.” Bulletin de l’École française d’Extrême-Orient 104:63–139.; Strahan, Donna. 2019. “Debating the Use of Lost-Wax Casting in Ancient China.” Forbes Lecture on Scientific Research in the Field of Asian Art. Washington, DC: Freer Gallery of Art and Arthur M. Sackler Gallery, Smithsonian. https://www.freersackler.si.edu/wp-content/uploads/2017/10/Forbes-Lecture-lost-wax-ancient-china.pdf.. ↩︎
-
For an early technical examination of an African bronze see Fagg, William, and Leon Underwood. 1949. “An Examination of the So-Called ‘Olokun’ Head of Ife, Nigeria.” Man 49:1–7.. More recent work includes Junge, Peter. 2007. “Age Determination of Commemorative Heads: The Example of the Berlin Collection.” In Benin. Kings and Rituals: Court Arts from Nigeria, edited by Barbara Plankensteiner, 185–98. Ghent, Belgium: Snoeck.; Craddock, Paul T. 2009. Scientific Examination of Copies, Fakes and Forgeries. Oxford: Elsevier.; Pernicka, Ernst, and Silke von Berswordt-Wallrabe, eds. 2008. Original – Copy – Fake? Examining the Authenticity of Ancient Works of Art, Focusing on African and Asian Bronzes and Terracottas; International Symposium Stiftung Situation Kunst/Ruhr-University Bochum, February 17th and 18th, 2007. Mainz, Germany: Von Zabern.; Peek, Philip M. 2021. The Lower Niger Bronzes: Beyond Igbo-Ukwu, Ife and Benin. London: Routledge.. ↩︎
-
Polkinghorne, Martin, Brice Vincent, Nicolas Thomas, and David Bourgarit. 2014. “Casting for the King: The Royal Palace Bronze Workshop of Angkor Thom.” Bulletin de l’École française d’Extrême-Orient 100:327–58.; Meyer, Olivier, Nicolas Thomas, and Michaël Wyss. 2014. “Témoins archéologiques d’un atelier de bronzier fonctionnant à Saint-Denis à la fin du XVIe siècle.” In French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 215–24. Paris: Archetype.. ↩︎
-
The Metropolitan Museum’s catalogue of Italian bronzes (Allen, Denise, Linda Borsch, James David Draper, Jeffrey Fraiman, and Richard E. Stone, eds. 2022. Italian Renaissance and Baroque Bronzes in the Metropolitan Museum of Art. New York: The Metropolitan Museum of Art. https://www.metmuseum.org/art/metpublications/Italian_Renaissance_and_Baroque_Bronzes_in_the_Metropolitan_Museum_of_Art.) offers an exemplary integration of technical and historical information. For the work on French bronzes see Bewer, Francesca G., David Bourgarit, and Jane Bassett, “French Bronzes (16th–18th centuries): Notes on Technique.” In Cast in Bronze: French Sculpture from Renaissance to Revolution, ed. Geneviève Bresc-Bautier and Guilhem Scherf with James David Draper. New York: Metropolitan Museum of Art; Los Angeles: J. Paul Getty Museum.; Bourgarit, David, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, eds. 2014. French Bronze Sculpture: Materials and Techniques 16th–18th Century. Paris: Archetype.. The production of specific sculptors is a subject of increasing investigation, and the publications are too many to mention exhaustively here. See for example Adriaen de Vries (Netherlandish, 1556–1626) (Bewer, Francesca G. 1999. “Bronze Casts after Bozzetti and Modelli by Bernini.” Harvard University Art Museums Bulletin 6 (3): 162–67.; Bassett, Jane. 2008. The Craftsman Revealed: Adriaen de Vries, Sculptor in Bronze. Los Angeles: Getty Conservation Institute. https://www.getty.edu/publications/virtuallibrary/9780892369195.html.), Edgar Degas (French, 1834–1917) (Lindsay, Suzanne G., Daphne Barbour, and Shelley Sturman. 2010. Edgar Degas Sculpture. Washington, DC: National Gallery of Art; Princeton, NJ: Princeton University Press.), Gaston Lachaise (French, 1882–1935) (Day, Julia, Jens Stenger, Katherine Eremin, Narayan Khandekar, and Virginia Budny. 2010. “Gaston Lachaise’s Bronze Sculptures in the Fogg Museum.” Journal of the American Institute for Conservation 49 (1): 1–26.), Michelangelo (Italian, 1475–1564) (Avery, Victoria, ed. 2018. Michelangelo: Sculptor in Bronze : The Rothschild Bronzes. London: Philip Wilson Publishers.), Medardo Rosso (Italian, 1858–1928) (Cooper, Harry, and Sharon Hecker. 2003. Medardo Rosso: Second Impressions. New Haven, CT: Yale University Press.; Hecker, Sharon, ed. 2020. Finding Lost Wax: The Disappearance and Recovery of an Ancient Casting Technique and the Experiments of Medardo Rosso. Studies in Art and Materiality 3. Leiden, the Netherlands, and Boston: Brill.). ↩︎
-
For recent examples of this see Smith, Pamela H., and Tonny Beentjes. 2010. “Nature and Art, Making and Knowing: Reconstructing Sixteenth-Century Life-Casting Techniques.” Renaissance Quarterly 63:128–79.; Bilak, Donna, Jenny Boulboullé, Joel Klein, and Pamela H. Smith. 2016. “The Making and Knowing Project: Reflections, Methods, and New Directions.” West 86th: A Journal of Decorative Arts, Design History, and Material Culture 23 (1): 35–55.; Lacey, Andrew. 2018. “The Sculptor at Work: Recreating the Rothschild Bronzes.” In Michelangelo: Sculptor in Bronze: The Rothschild Bronzes, edited by Victoria Avery, 174–99. London: Philip Wilson.; Lacey, Andrew, and Siân Lewis. 2020. “In Pursuit of Magic.” In Secrets of Craft and Nature in Renaissance France: A Digital Critical Edition and English Translation of BnF Ms. Fr. 640, edited by Pamela H. Smith, Naomi Rosenkranz, Tianna Helena Uchacz, Tillmann Taape, Clément Godbarge, Sophie Pitman, Jenny Boulboullé, Joel Klein, Donna Bilak, Marc Smith, and Terry Catapano. New York: Making and Knowing Project. https://edition640.makingandknowing.org/#/essays/ann_501_ad_20.. For a broader discussion of this methodology see Dupré, Sven, Anna Harris, Julia Kursell, Patricia Lulof, and Maartje Stols-Witlox. 2020. Reconstruction, Replication and Re-Enactment in the Humanities and Social Sciences. Amsterdam: Amsterdam University Press.. ↩︎
-
Boulton, Ann. 2006. “The Art Bronze Foundry of Antoine-Louis Barye.” In Untamed: The Art of Antoine-Louis Barye, edited by William R. Johnston and Simon Kelly, 66–73. Baltimore: Walters Art Museum.; Boulton, Ann. 2007. “The Making of Matisse’s Bronzes.” In Dorothy Kosinski, Matisse: Painter as Sculptor, 73–95. Baltimore: Baltimore Museum of Art; Dallas: Dallas Museum of Art and Nasher Sculpture Center; New Haven, CT: Yale University Press.; Lindsay, Suzanne G., Daphne Barbour, and Shelley Sturman. 2010. Edgar Degas Sculpture. Washington, DC: National Gallery of Art; Princeton, NJ: Princeton University Press.; Beentjes, Theodorus Petrus Cornelis. 2019. “Casting Rodin’s Thinker – Sand Mould Casting, the Case of the Laren Thinker and Conservation Treatment Innovation.” PhD diss., Universiteit van Amsterdam. https://dare.uva.nl/search?identifier=69db04ce-74ba-4e9c-95e1-a05f69e9d694.; Hecker, Sharon, ed. 2020. Finding Lost Wax: The Disappearance and Recovery of an Ancient Casting Technique and the Experiments of Medardo Rosso. Studies in Art and Materiality 3. Leiden, the Netherlands, and Boston: Brill.. ↩︎
-
For example, the Louvre and C2RMF have collaborated on a technical database on large bronzes from classical antiquity that includes data on over three hundred statues (Descamps-Lequime, Sophie, and Benoît Mille. 2017. “Progrès de la recherche sur la statuaire antique en bronze.” Technè 45:4–13.). See also the aforementioned studies on Southeast Asian bronzes. ↩︎
-
Developed in the 1950s for industry (Campbell, John. 2011. Complete Casting Handbook. Oxford and Waltham, MA: Butterworth-Heinemann Elsevier., 915), ceramic shell has been increasingly applied to fine art casting since the 1970s. ↩︎
-
See for example the monumental equestrian statues by François Girardon (French, 1628–1715), Louis XIV on Horseback (1685–87), cast by Balthasar Keller (Helvetian, 1638–1702) in 1692 in Paris, and Jean-Louis Lemoyne (French, 1665–1755) and Jean-Baptiste II Lemoyne (French, 1704–1778), Louis XV on Horseback (1731–35), cast by Pierre Varin (French, active 1736–53) in 1758 in Paris (Desmas, Anne-Lise. 2014. “Boffrand’s and Mariette’s Descriptions of the Casting of Louis XIV and Louis XV on Horseback.” In French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 234–340. Paris: Archetype.). ↩︎
-
As seen notably in numerous sixteenth- and seventeenth-century life-size French bronzes (Castelle, Manon. 2016. “Les techniques de la fabrication de la grande statuaire en bronze entre 1540 et 1660 en France.” PhD diss., Université Paris-Saclay / Versailles Saint-Quentin-en-Yvelines.) and medium-scale functional bronzes, for instance bases of sculptural Venetian firedogs and andirons (e.g. early seventeenth-century casts). See Motture, Peta, 2003b. “The Production of Firedogs in Renaissance Venice.” In Large Bronzes in the Renaissance, edited by Peta Motture, 277–308. New Haven, CT, and London: Yale University Press., 296, no. 4. ↩︎
-
Mille, Benoît. 2012. “The Casting Techniques of Antique South Arabian Large Bronze Statues.” In Scientific Research on Ancient Asian Metallurgy: Proceedings of Fifth Forbes Symposium at the Freer Gallery of Art, Washington, Smithsonian Institution, 28–29/10/2010, edited by P. Jett, B. McCarthy, and J. G. Douglas, 225–47. London: Archetype.. ↩︎
-
For instance, in antiquity the production of hollow casts may be related to the quality required by the commission and may therefore be encountered in very small figures (see Mille, Benoît. 2019a. “Forme, matière et couleurs de la petite statuaire du Trésor de Bavay, mise en évidence d’innovations techniques au service de la création artistique romaine.” In Nouveaux regards sur le Trésor des bronzes de Bavay, edited by Laure de Chavagnac and Benoît Mille, 166–89. Milan: Silvana Editoriale.). Conversely, relatively large statuettes may be cast solid, as seen notably in South India or in Indonesia (Mechling, Mathilde, Brice Vincent, Pierre Baptiste, and David Bourgarit. 2018. “The Indonesian Bronze-Casting Tradition: Technical Investigations on Thirty-Nine Indonesian Bronze Statues (7th–11th C.) from the Musée national des arts asiatiques – Guimet, Paris.” Bulletin de l’École française d’Extrême-Orient 104:63–139.). ↩︎
-
For more on the use of latex (a West African practice) see Herbert, Eugenia W. 1984. Red Gold of Africa: Copper in Precolonial History and Culture. Madison: University of Wisconsin Press., 85, and on carved banana stems (specific to the Kingdom of Congo, now Congo Republic) see Herbert, Eugenia W. 1984. Red Gold of Africa: Copper in Precolonial History and Culture. Madison: University of Wisconsin Press., 87. ↩︎
-
The first known metallic sculpture is a bull, found at Nausharo, Pakistan (inv. NS.90.09.00.12) (Mille, Benoît. 2017. “D’une amulette en cuivre aux grandes statues de bronze, évolution des techniques de fonte à la cire perdue, de l’Indus à la Méditerranée, du 5e millénaire au 5e siècle av. J.-C.” PhD diss., Université de Paris-Nanterre et Université de Fribourg. http://www.theses.fr/2017PA100057.). ↩︎
-
As with alloys, a variety of wax compositions have been used by founders and sculptors for a variety of reasons (cost, availability, properties, et cetera). See notably Lebon, Elisabeth. 2020. “Sculptor-Founders in Late Nineteenth-Century France: The Role of Lost Wax Casting.” In Finding Lost Wax: The Disappearance and Recovery of an Ancient Casting Technique and the Experiments of Medardo Rosso, edited by Sharon Hecker, 18–65. Studies in Art and Materiality 3. Leiden, the Netherlands: Brill. and the appendix for French nineteenth-century recipes (Rome, Richard, and Hamish Young. 2003. Fine Art Metal Casting: An Illustrated Guide to Mould Making and Lost Wax Processes. London: Robert Hale., 139–40) and Case Study 7 for examples of current practices. ↩︎
-
The earliest examples are Egyptian statues dated to the beginning of the first millennium BCE (Mille, Benoît. 2017. “D’une amulette en cuivre aux grandes statues de bronze, évolution des techniques de fonte à la cire perdue, de l’Indus à la Méditerranée, du 5e millénaire au 5e siècle av. J.-C.” PhD diss., Université de Paris-Nanterre et Université de Fribourg. http://www.theses.fr/2017PA100057.). See also GI§2.3.1. ↩︎
-
Rigid material may be plaster or clay. Flexible materials such as gelatin and then silicon have been extensively used from the nineteenth century onward, although flexible molds are mentioned in connection with small reliefs in the Italian Renaissance (see Motture, Peta. 2019. The Culture of Bronze: Making and Meaning in Italian Renaissance Sculpture. London: V&A Publishing., 61, with refs, 242nn119–20). ↩︎
-
For an example of this see Diemer, Dorothea. 1996. “Handwerkgeheimnisse der Vischer-Werkstatt.” Münchner Jahrbuch der bildenden Kunst 3 (47): 24–54.. ↩︎
-
Mille, Benoît. 2017. “D’une amulette en cuivre aux grandes statues de bronze, évolution des techniques de fonte à la cire perdue, de l’Indus à la Méditerranée, du 5e millénaire au 5e siècle av. J.-C.” PhD diss., Université de Paris-Nanterre et Université de Fribourg. http://www.theses.fr/2017PA100057.. It was not possible to characterize more precisely which process(es) were used (wax slabs or painting). ↩︎
-
Mille, Benoît. 2017. “D’une amulette en cuivre aux grandes statues de bronze, évolution des techniques de fonte à la cire perdue, de l’Indus à la Méditerranée, du 5e millénaire au 5e siècle av. J.-C.” PhD diss., Université de Paris-Nanterre et Université de Fribourg. http://www.theses.fr/2017PA100057.; see also Case Study 1. ↩︎
-
It has been suggested that the putti from the Neptune fountain in Piazza della Signoria, Florence, by Giovanni Bologna (called Giambologna, Flemish, active Florence, 1529–1608, fountain completed in 1565) were made this way (Morigi, Giovanni. 1990. Fusione a cera persa con tecnica parzialmente indiretta. Tecnica impiegata nei bronzi a tutto tondo della Fontana del Nettuno di Giambologna, 1566. Bologna, Italy: Commune di Bologna, Assessorato alla cultura.). A similar hypothesis has been made for a Venus, possibly by Hubert Le Sueur (French, ca. 1580–1658), Louvre (inv. MR3278, see Castelle, Manon. 2016. “Les techniques de la fabrication de la grande statuaire en bronze entre 1540 et 1660 en France.” PhD diss., Université Paris-Saclay / Versailles Saint-Quentin-en-Yvelines.). ↩︎
-
Verbal communication, Christophe Bery, director, Coubertin Foundry, July 2016. ↩︎
-
Cellini, Benvenuto. 1568 (1967). The Treatises of Benvenuto Cellini on Goldsmithing and Sculpture. Translated by Charles Robert Ashbee. New York: Dover Publications., 114–26. ↩︎
-
Bewer, Francesca G., David Bourgarit, and Jane Bassett. 2008. “Les bronzes français (XVIe–XVIIIe siècle): Notes techniques.” In Bronzes français de la Renaissance au Siècle des lumières, edited by Geneviève Bresc-Bautier and Guilhem Scherf, 28–41. Paris: Musée du Louvre, Somogy.; Castelle, Manon, David Bourgarit, and Francesca G. Bewer. 2018. “The Lasagna Method for Lost Wax Casting of Large 16th-Century Bronzes: Searching for the Sources.” In Cuivre, bronzes et laitons médiévaux: Histoire, archéologie et archéométrie des productions en laiton, bronze et autres alliages à base de cuivre dans l’Europe médiévale (12e–16e Siècles) = Medieval Copper, Bronze and Brass: History, Archaeology and Archaeometry of the Production of Brass, Bronze and Other Copper Alloy Objects in Medieval Europe (12th–16th Centuries), edited by Nicolas Thomas and Pete Dandridge, 297–308. Études et Documents, Archéologie 39. Namur, Belgium: Agence wallonne du Patrimoine.. ↩︎
-
Jean Dubos, former director of Fonderie de Coubertin, personal communication to authors, June 2019. ↩︎
-
Bassett, Jane, and Francesca G. Bewer. 2014. “The Cut-Back Core Process in Late 17th- and 18th-Century French Bronzes.” In French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 205–14. Paris: Archetype.. ↩︎
-
Such a process and material have been used to cast copper-based objects since protohistoric times (Ottaway, B. S., and S. Seibel. 1998. “Dust in the Wind: Experimental Casting of Bronze in Sand Moulds.” In Paléométallurgie des cuivres, edited by M. C. Frère-Sautot and J. P. Millotte, 59–63. Monographies Instrumentum 5. Montagnac, France: M. Mergoil.). ↩︎
-
Casting with “green sand” or powders was used to make medals, plaquettes, small lamps, and so on, but these are still often classed and studied as sculpture by Renaissance art historians. See for example Motture, Peta. 2019. The Culture of Bronze: Making and Meaning in Italian Renaissance Sculpture. London: V&A Publishing., 55–57, for various recipes and references. ↩︎
-
Lebon, Elisabeth. 2012. Le Fondeur et le sculpteur: Technique du bronze et histoire de l’art. Paris: Publications de l’Institut national d’histoire de l’art.. ↩︎
-
In the Indian state of Himachal Pradesh they use molasses (Reedy, Chandra L. 1987. “Modern Statues and Traditional Methods: A Casting Workshop in Chamba, Himachal Pradesh.” Expedition 29 (3): 4754.), and one expects other traditional workshops in various geographic regions may add other substances to obtain a better impression of the model. ↩︎
-
This is by far the most common technique. However, in large commercial art foundries that use resin set sand, it is common to use thin foam sheets to form the metal thickness. The foam sheets are placed or stuck on to the internal surface of the sand mold and back filled with more sand to form the core. Once set with gas, the foam sheets are removed and the mold reassembled as per normal. If the mold is complicated, the foam is burned out as the bronze is poured in.
This process is clearly illustrated in this two-part video, https://www.youtube.com/watch?v=ZaPeYeEIuv0 and https://www.youtube.com/watch?v=DSw0lHTf7oc. ↩︎
-
“It occurred to Mr. Eugene Aucaigne to ask the sculptor to make his last touches in the sand mold instead of on the model, in other words to finish with intaglio carving rather than by going over the round, and the result justified his reasoning completely.” New York Times, March 25, 1904, cited in Boulton, Ann. 2018. “Made in New York: Italian and French Art Bronze Casting.” Gilcrease Museum Journal 25 (1): 38–53.. ↩︎
-
Lebon, Elisabeth. 2012. Le Fondeur et le sculpteur: Technique du bronze et histoire de l’art. Paris: Publications de l’Institut national d’histoire de l’art.. ↩︎
-
Suverkrop, E. A. 1912. “The Molding of Bronze Statuary.” American Machinist 37 (23): 923–28.. ↩︎
-
Chase, W. T. 1991. Ancient Chinese Bronze Art: Casting the Precious Sacral Vessel. New York: China Institute in America.; Strahan, Donna. 2010. “Piece Mold Casting: A Chinese Tradition for Fourth- and Fifth-Century Bronze Buddha Images.” Metropolitan Museum Studies in Art, Science, and Technology 1:133–53.. ↩︎
-
For bells see Neri, Elisabetta, and Enrico Giannichedda. 2018. “La place des cloches dans les productions en alliages cuivreux: Spécificités techniques à travers les vestiges archéologiques d’ateliers italiens.” In Cuivre, Bronzes et Laitons Médiévaux: Histoire, Archéologie et Archéométrie Des Productions en Laiton, Bronze et Autres Alliages à Base de Cuivre Dans l’Europe Médiévale (12e–16e Siècles) = Medieval Copper, Bronze and Brass: History, Archaeology and Archaeometry of the Production of Brass, Bronze and Other Copper Alloy Objects in Medieval Europe (12th–16th Centuries), edited by Nicolas Thomas and Pete Dandridge, 227–38. Études et Documents, Archéologie 39. Namur, Belgium: Agence wallonne du Patrimoine. and Thomas, N., and D. Bourgarit. 2014. “Les techniques de production des batteurs et fondeurs mosans au Moyen Age (XIIe-XVIe siècles) .” In L’or des dinandiers. Fondeurs et batteurs mosans au Moyen Age, edited by N. Thomas, I. Leroy, and J. (dir.) Plumier, 43–63. Cahiers de la MPPM 7. Bouvignes-Dinant, Belgium: Maison du Patrimoine Médiéval Mosan., 56. For cannons see Biringuccio, Vannoccio. (1540) 1990. The Pirotechnia of Vannoccio Biringuccio. Translated by Cyril Stanley Smith and Martha Teach Gnudi. New York: American Institute of Mining and Metallurgical Engineers., 220–21. Loam piece molds such as those used for bells and artillery inspired Leonardo da Vinci’s (Italian, 1452–1519) plans for the Sforza Horse, although it was never executed (Bernardoni, Andrea. 2009. “Leonardo and the Equestrian Monument for Francesco Sforza: The Story of an Unrealized Monument Sculpture.” In Leonardo da Vinci and the Art of Sculpture, edited by Gary M. Radke, 94–135. Los Angeles: J. Paul Getty Museum; New Haven, CT, and London: Yale University Press.). For connections between cannon casting and sculpture see Day, J., and D. Allen. 2014. “Casting Sculpture and Cannons in Bronze: Jehan Barbet’s Angel of 1475 in The Frick Collection.” French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 187–204. Paris: Archetype.; Castelle, Manon, David Bourgarit, and Francesca G. Bewer. 2018. “The Lasagna Method for Lost Wax Casting of Large 16th-Century Bronzes: Searching for the Sources.” In Cuivre, bronzes et laitons médiévaux: Histoire, archéologie et archéométrie des productions en laiton, bronze et autres alliages à base de cuivre dans l’Europe médiévale (12e–16e Siècles) = Medieval Copper, Bronze and Brass: History, Archaeology and Archaeometry of the Production of Brass, Bronze and Other Copper Alloy Objects in Medieval Europe (12th–16th Centuries), edited by Nicolas Thomas and Pete Dandridge, 297–308. Études et Documents, Archéologie 39. Namur, Belgium: Agence wallonne du Patrimoine.. ↩︎
-
It has been speculated that this technique was used for the fabrication of at least several of the bronze statues of the tomb of Maximilian I, Holy Roman Emperor, in Innsbruck, which started in the early sixteenth century (Knitel, Otto. 1987. Die Gießer zum Maximiliangrab: Handwerk und Technik. Innsbruck, Austria: self-published.). ↩︎
-
Wallack, August. 1840. Vollständiges Handbuch des Gürtlers und Bronzearbeiters. Vol. 108. Neuer Schauplatz der Künste und Handwerke. Weimar, Germany: Bernh. Fr. Voigt., cited by Lebon, Elisabeth. 2012. Le Fondeur et le sculpteur: Technique du bronze et histoire de l’art. Paris: Publications de l’Institut national d’histoire de l’art.. In the 1950s, the Gorham foundry, headquartered in Providence, Rhode Island, set up a variant of piece mold casting to produce bronze statuettes in series using what they advertised as “plaster molding.” Here, rather than filling the void left by the lasagna, it is filled directly with the molten metal, much like the process used for casting cannons in the Renaissance. ↩︎
-
Papet, Edouard, ed. 2001. A fleur de peau: le moulage sur nature au XIXe siècle. Paris: Réunion des Musées Nationaux.; Smith, Pamela H., and Tonny Beentjes. 2010. “Nature and Art, Making and Knowing: Reconstructing Sixteenth-Century Life-Casting Techniques.” Renaissance Quarterly 63:128–79.. ↩︎
-
See for example the molding of a turtle in Making and Knowing Project, Pamela H. Smith, Naomi Rosenkranz, Tianna Helena Uchacz, Tillmann Taape, Clément Godbarge, Sophie Pitman, Jenny Boulboullé, Joel Klein, Donna Bilak, Marc Smith, and Terry Catapano, eds. 2020. Secrets of Craft and Nature in Renaissance France: A Digital Critical Edition and English Translation of BnF Ms. Fr. 640. New York: Making and Knowing Project. http://edition640.makingandknowing.org., folio 148v. ↩︎
-
Mattusch, Carol C. 1990. “A Trio of Griffins from Olympia.” Hesperia 59 (3): 549–60.; Mattusch, Carol C. 2014. “Artists and Workshops: The Craft and the Product.” In Ancient Bronzes through a Modern Lens: Introductory Essays on the Study of Ancient Mediterranean and Near Eastern Bronzes, edited by David Gordon Mitten, Susanne Ebbinghaus, and Lisa M. Anderson, 114–31. Cambridge, MA: Harvard Art Museums.. ↩︎
-
Theophilus. (ca. 1122) 1979. On Divers Arts: The Foremost Medieval Treatise on Painting, Glassmaking, and Metalwork. Translated by John G. Hawthorne and Cyril Stanley Smith. New York: Dover., 132–38. ↩︎
-
Craddock, Paul T. 2015. “The Metal Casting Traditions of South Asia: Continuity and Innovation.” Indian Journal of History of Science 50 (1): 55–82.; Craddock, Paul T. 2017. “From Egypt to Greece via India: New Insights into Bronze Casting Technology in Antiquity.” In The RITaK Conferences 2013–2014, edited by Petra Eisenach, T. Stöllner, and Arne Windler, 229–42. Bochum, Germany: Verlag Marie Leidorf GmbH.; Furger, Alex R. 2017. The Gilded Buddha: The Traditional Art of the Newar Metal Casters in Nepal. Basel, Switzerland, and Frankfurt, Germany: Librum., 26–36. ↩︎
-
It is used for production of series of statuettes in contemporary Nepal (Craddock, Paul T. 2015. “The Metal Casting Traditions of South Asia: Continuity and Innovation.” Indian Journal of History of Science 50 (1): 55–82.). ↩︎
-
Jett, Paul. 2010. “Buddhist Bronzes in Cambodia: A Newly Discovered Cache.” Orientations 41 (5): 48–52.. ↩︎
-
See for example Washizuka, Hiromitsu, Reiko Tomii, and Kathleen M. Friello. 1997. Enlightenment Embodied: The Art of the Japanese Buddhist Sculptor (7th–14th Centuries). New York: Japan Society., 60; Strahan, Donna K. 1997. “Bronze Casting in Thailand.” In The Sacred Sculpture of Thailand: The Alexander B. Griswold Collection. Baltimore: Walters Art Gallery, 27–41., 28, fig. 10. ↩︎
-
Other materials, such as reeds dipped in wax, have also been used. Benvenuto Cellini described how he adapted clay water piping to use as sprues, of which traces remain on the bust of Bindo Altoviti (1549; Isabella Stewart Gardner Museum, Boston, inv. s26e21)—an astute idea, as it would prevent “scouring,” or erosion, of mold along the channels during the pour. Cellini, Benvenuto. 1956. The Autobiography of Benvenuto Cellini. Translated by George Bull. Harmondsworth, UK: Penguin., 344; Bewer, Francesca G., and Molly MacNamara. 2012. “The Portrait Busts of Cosimo I & Bindo Altoviti from the Inside Out: Cellini’s Practice of the Art of Bronze Casting.” In Marks of Identity: New Perspectives on Sixteenth-Century Italian Sculpture, edited by Dimitrios Zikos, 62–81. Boston: Isabella Stewart Gardner Museum., 73. ↩︎
-
For more on sprueing systems see Rama, Jean-Pierre. 1988. Le bronze d’art et ses techniques. Dourdan, France: Editions H. Vial.; Rome, Richard, and Hamish Young. 2003. Fine Art Metal Casting: An Illustrated Guide to Mould Making and Lost Wax Processes. London: Robert Hale.. ↩︎
-
See for example how Pierre-Jean Mariette (1694–1774) criticized Germain Boffrand’s (1667–1754) choice for the casting of a monumental equestrian statue of Louis XIV by not having used a bottom-to-top gate system (Desmas, Anne-Lise. 2014. “Boffrand’s and Mariette’s Descriptions of the Casting of Louis XIV and Louis XV on Horseback.” In French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 234–340. Paris: Archetype., note 39). ↩︎
-
For a brief synthesis on this see Mechling, Mathilde, Brice Vincent, Pierre Baptiste, and David Bourgarit. 2018. “The Indonesian Bronze-Casting Tradition: Technical Investigations on Thirty-Nine Indonesian Bronze Statues (7th–11th C.) from the Musée national des arts asiatiques – Guimet, Paris.” Bulletin de l’École française d’Extrême-Orient 104:63–139.. ↩︎
-
This is one main area of research in modern industry (Campbell, John. 2011. Complete Casting Handbook. Oxford and Waltham, MA: Butterworth-Heinemann Elsevier., 939). ↩︎
-
Based on traces of attachments and inscriptions on 387 bases of Greek statues from the end of the seventh century to the first century BCE (in Delphi, Delos, Athens), Rachel Nouet (Nouet, Rachel. Forthcoming. Archéologie de l’empreinte – Techniques de fixation des statues dans la Grèce égéenne (VIIe-Ier av. J.‑C.). Athens: Ecole française d’Athènes.) was able to infer not only attachment techniques, but also materials (bronze versus marble), sizes, and artisans. Warm thanks to the author for sharing this information. For Renaissance bases and socles see for example Bewer, Francesca G. 1995. “Studying the Technology of Renaissance Bronzes.” In Materials Issues in Art and Archaeology IV: Symposium Held May 16–21, 1994, Cancun, Mexico, edited by James R. Druzik, José Luis Galván Madrid, I. C. Freestone, and George Segan Wheeler, 701–9. Materials Research Society Symposium Proceedings 352. Warrendale, PA: Materials Research Society., 704; Bewer, Francesca G. 1996b. “A Study of the Technology of Renaissance Bronze Statuettes.” PhD diss., University of London., 86–88; and for further references see Motture, Peta. 2019. The Culture of Bronze: Making and Meaning in Italian Renaissance Sculpture. London: V&A Publishing., 250n168. ↩︎