Additional Contributors: Benoît Mille, Peta Motture
This chapter overviews some of the most significant types of flaws found in sculptures, together with a brief explanation of their possible causes. Few, if any, come out of the looking perfect. Some imperfections are inherent to the casting process, and damage may occur at any point during the lifetime of the finished sculpture (table 11 Open viewer). This chapter’s primary focus is on flaws that occur during casting. We will provide advice on how to differentiate the various and other imperfections, and how to interpret their causes, which amounts to trying to reverse engineer what went awry in a cast.
In most periods and cultures, evidence of the casting process and flaws were generally removed and/or concealed as part of the , , and finishing of the sculpture. Surviving casting defects are thus, for the most part, not immediately visible. They may lie hidden below a surface or a well-executed repair, or have always been invisible to most eyes because they occurred within the metal wall or on the sculpture’s inner surface. For this reason, bear in mind the connection between defects versus repairs, cold work, and , which are considered elsewhere in the Guidelines.
1 What kinds of casting defects can be found on a bronze sculpture?
1.1 Broad description of casting defects
The term here is reserved for unexpected flaws that result from some dysfunction that occurs during the metal casting process. These include defects resulting from faulty (judicious gating-system design is one key parameter, among others), flawed mold or construction, or a malfunction during the actual (see GI§2.1, GI§2.6, GI§2.7). Many factors can have a bearing on the genesis of casting defects. These include the mold makers’ and ’ general level of expertise and care (compare fig. 4 and fig. 5), the equipment on which they rely, and the materials they use. These variables all impact the various steps of the casting process that ultimately govern the flow of the metal through the mold. A good knowledge of materials science, including , and of the practices related to the production of a given sculpture are invaluable in assessing which step of the process may have led to the detected defects (see also I.3§2.1 below).
Defects can occur on any area of a bronze—on the external or internal surfaces of the cast, as well as through or within the metal wall. Depending on their location and size, defects may affect our aesthetic perception of the sculpture, and are therefore often removed, repaired, or covered over.1 The most significant flaws include holes or cavities, cracks, excrescences and depressions on internal or external surfaces, and distortions of the form. Variations in the alloy composition might also be perceived as casting defects, as they may strongly influence the color of the alloy and its resistance to mechanical and corrosive attacks during the lifetime of the object.
Repairs may also leave traces that could be confused with inherent defects. Furthermore, alterations or damages to a bronze that have occurred over time can look like defects and potentially be misconstrued as such. Clarifying the cause of a defect is important.


1.2 Defects inherent in the casting process and later
damages
Not all blemishes and imperfections are considered casting defects. Before delving into what constitutes such flaws, let’s identify the categories of imperfections that are not included—for instance the features to be expected upon breaking a fresh cast out of its , or blemishes or damage that occur from mishandling the cast surface. These fall into four categories (table 11 Open viewer).
1.2.1 Unavoidable imperfections inherent to the
casting process
These include:
-
of the cast in comparison to the due to several parameters, including the thermally induced contraction of the metal during cooling (see II.4§1.1.1 for more on shrinkage, its impact on dimensions, and the issues faced by founders to control dimensional variations within their cast);
-
the rods or breaking through, or holes marking their location;
-
the remains of sprues, usually appearing as protrusions;
-
low, raised ridges known as due to the meeting of two or more sections of .2
1.2.2 Avoidable defects occurring before the casting
These include flaws resulting from:
-
mishandling of the model (for instance sagging of a wax model placed in an overheated environment, or wear on the surface);
-
distortion occurring during the construction of the mold and/or core system (for instance caused by inhomogeneous temperature distribution during the baking of the or uneven compression of the sand mold).
1.2.3 Avoidable defects occurring during the finishing
of the cast
These include:
-
incompetent or incomplete finishing that reveals and/or leaves unwanted evidence of the casting process (see I.3§1.2.1 above);
poor application of patina;
-
issues related to fire .
1.2.4 Damage that may occur during the lifetime of the
sculpture
Examples include:
-
mechanical damage resulting from intentional or accidental dropping or striking of the object, which may cause it to be scratched, bent, dented, punctured, or broken;
-
removal of precious materials such as gilded surface or ;
-
surface degradation induced by aggressive environments leading to layers of products, or air- and waterborne deposits and localized defects such as pitting. Note that corrosion may affect not only the metal wall, but also any iron armatures, which can expand while rusting, potentially pressing into or breaking through the bronze from within (fig. 149);
-
surface disfigurement due to harsh cleaning treatments and/or vandalism, whether mechanical, chemical, or electrolytic.
For more relevant information on the life cycle of the bronze, see also GI§1.3.

1.3 Five categories of casting defect
The characteristics of a specific defect include its morphology; its frequency of occurrence; whether it is unique, repeated, and/or clustered; and its location on the object. The morphology of the defects provides a simple guiding principle for their identification and their grouping into meaningful categories. Table 12 shows the most popular catalog adopted by the metallurgical industry. It takes into account seven families of structural defects as well as one for chemical anomalies.3 For bronze sculpture, we consider the following five main categories (fig. 150).

1.3.1 Cavities, porosity
A cavity may be located:
The forms that such defects take relate to the way in which they were generated and how the metal solidified. Round and smooth cavities are mostly (small) bubbles created after the release of gaseous elements from the solidifying melt. Cavities with a granular and complex surface are often caused by material that has fallen into the mold and become encapsulated in the metal. This could comprise a loose piece of investment or core, or it could be slag, dross, or charcoal (when used) coming with the melt (fig. 154).
Larger cavities, or lacunae, are often caused by trapped air pockets or the mold failing to fill completely, resulting in the melt becoming too viscous while cooling down and ceasing to flow (fig. 73). Poor feeding of the metal may also lead to the formation of cavities with angular shapes as a consequence of internal shrinkage (fig. 155, video 9 Open viewer). Internal shrinkage should be distinguished from external shrinkage, which leads to the reduction of dimensions.
Cavities generated by gas or internal shrinkage are collectively known as .5
An extreme case of porosity can result in an incomplete casting. Malformation of an entire section of a bronze is not uncommon (fig. 151). This is described as an “incomplete piece” in modern industrial parlance.6 However, it may be caused by a single defect or a combination of defects from different sources.
Risks of misidentification/misinterpretation
-
As noted above, cavities resulting from the removal of armature rods and core pins may potentially be misidentified as casting flaws. Such cavities are often revealed when , , or have been lost.
-
Missing inlays may also be mistaken for defects (see I.9§2.1).
-
Sampling by drilling creates holes that unless documented might be mistaken for porosity, though the perfectly round hole is usually recognizable (fig. 156).
-
Pitting from corrosion that has been removed or from electrolytic cleaning can be mistaken for a casting defect (fig. 157).
-
On radiographs, metal porosity may be confused with gaps in the core. The latter are usually coarser and have more angular shapes (fig. 65 point 1).








1.3.2 Cracks and fractures
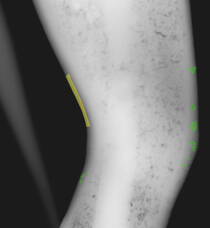
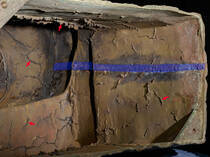
Cracks appear as long, linear or angular gaps in the metal. They can start on any surface and pass partly or all the way through the metal wall. Fractures can even be found within the wall and are often associated with inclusions and cavities (fig. 150). Cracks and fractures that have traveled through the entire wall of the bronze can lead to breakage (fig. 158), even the loss of a portion of the sculpture such as an arm, hand, or foot.
The metal may tear for several reasons. The main one is excessive tensile stress, which arises when the cooling metal cannot contract freely in the mold, notably when the temperature in the metal is heterogeneous. Another cause of cracks may be the stress induced by an overly rigid incompressible core.
are another type of fracture. They occur during the filling of the mold when two flows of molten metal meet but are not hot enough to fuse together (fig. 159).
Risks of misidentification/misinterpretation
As a rule, damages are repaired and any broken part reattached by one of the many available assembly techniques (see I.5), or re-created and cast on. It can, therefore, be difficult to differentiate between a breakage that originated during the casting process, such as a thin section broken off during careless fettling or chasing, and one that occurred through later damage.


1.3.3 Surface excrescences
Aside from cavities, the most apparent defects are excess metal in various forms of excrescences on the different surfaces of the raw cast. These include , which results during the pour when liquid metal flows into cracks that formed in the refractory mold and/or in the core. Such flashing can occur on the external surface as mold flashing (fig. 77), or the internal surface as core flashing (figs. 59, 60, 90). Both types appear in many forms, from thin, raised ridges to feathery extensions that emerge from the surface of the cast.
Furthermore, larger areas of both surfaces can be textured in an undesirable manner (fig. 160). Such textures appearing on the interior of the bronze wall are usually, but not always, associated with specific problems caused by the core. But do not confuse these with features specific to the fabrics of the core, such as bubbles in plaster core (figs. 56, 57) or evidence of organic fibers (fig. 58), which are defects inherent to the process.
Textures forming on the outer surface of a bronze can be caused by numerous and diverse issues. The surface may for example resemble the skin of an orange, hence the term “orange peel” effect (fig. 161). This occurs notably when dross or oxide films flowing with the melt during pouring push against the inner surface of the mold (fig. 154). When the investment material is insufficiently compacted, it may create a rough and granular surface that is translated into bronze. The mold’s surface can also roughen due to overheating, creating a texture somewhere between the granular appearance of the latter and the “orange peel.”
Risks of misidentification/misinterpretation
-
It is often difficult to judge whether a textured surface is intentional or due to a faulty cast.
-
Sandy or grainy textures covering large areas of the cast, or even its entire surface, can mislead the investigator into thinking that the cast was made using a different method than was actually the case, for example a appearing as a , or vice versa.7
-
Residues of excrescences on the outer surface can look very similar to seam lines. Note: seam lines should not be referred to as “flashes” because they are not considered defects; they are integral to the casting process.







1.3.4 Distortions due to mold and/or core shift
Distortions of the sculpture may occur for a variety of reasons, including refractory mold shift (fig. 162) or heterogeneities in the refractory mold that developed during the fabrication process or during casting (localized and rapid heating, metal static pressure, et cetera).
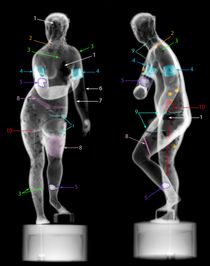
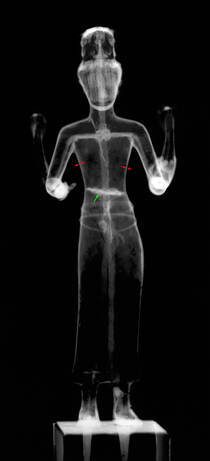
When improperly anchored in the mold, the core can be displaced by pressure differences of the melt inflowing through different channels, thereby increasing the wall thickness on one side and decreasing it on the opposite side (fig. 65 points 6, 7). Note that the core shift may arise from mishandling before casting.
Risks of misidentification/misinterpretation
-
Variations in wall thickness may be intentional, or may be due to unintentional variations in the wax thickness, as for example in slush molding (due to lack of experience and/or awkwardness of the mold).
-
Distortions may also arise in a damaged wax model or one that has sagged, as sometimes occurs in very warm temperatures.

1.3.5 Heterogeneous alloy composition
A variety of factors may prevent the homogeneous distribution of all the elements in the alloy throughout the cast. It may be that the ingredients in the melt have failed to mix completely.8 Another cause is the unintentional segregation of various elements—mainly zinc, tin, and lead—on the surface, such that one or more of the elements segregates out and becomes more abundant toward the surface of the cast (fig. 163).9
Consequences may include:
-
an uneven color, since the metallic color of a bronze directly corresponds to the composition of the alloy (for a more detailed description and warnings, see I.2§2.3);
-
difficulties in using some coloring techniques such as fire gilding (the presence of excessive lead on the surface makes fire gilding difficult; see I.7§1.1.2);
-
different reactions to environmental conditions over time, leading to subtle changes in the formation of corrosion products;
-
misleading results from metal analysis, especially when surface techniques such as X-ray fluorescence (XRF) are used (see II.6§2.2).
Risks of misidentification/misinterpretation
-
Repairs, even when made with the same alloy, are a primary source of uneven coloration of a bronze sculpture because their alloy composition and structure are usually different from that of the body metal. The differential coloring is mostly caused over time by corrosion.
-
More generally, wear and/or corrosion are a major source of uneven coloration.

2 Why investigate casting defects? and other FAQs
2.1 Can the investigation of casting defects help
reconstruct the casting process?
Some casting defects are typically associated with specific materials used in cores and refractory molds, and thus may point to specific techniques and/or setups as mentioned in I.1:
-
Sinuous core flashes are more characteristic of clay-based cores used in lost-wax casting, while linear ones are more common to sand casts (compare fig. 59 with fig. 61).
-
Some defects may indicate or help to identify the casting orientation, as detailed in I.1§4.2 (gas porosity, wash, lead content).

2.2 Can the investigation of casting defects help
distinguish between founders’ workshops?
Defects, due to the very nature of their formation, are highly descriptive of the issues encountered during the casting process. Knowledge of how defects occur can reveal something of the artist’s or founder’s working parameters and know-how, including material usage and aesthetic considerations.10 However, matters may prove exceedingly complex. A defect (for example a crack) can originate for a variety of reasons (feeding system, refractory mold, temperature of metal, et cetera). Also, as noted, defects may be due to inherent peculiarities of the process as well as to accidental circumstances. Therefore, defects discovered in two virtually identical statues cast within a short time period—even in the same workshop—may vary considerably.11
Similarly, different qualities of cast may occur at different points on the founder’s learning curve, especially when they are produced over time. In general, defects are not useful to determine the sequence of castings or the relationship between versions of the same model. An exception may be the of a bronze that has many repairs or flaws, where traces may help reveal features of the (unknown) precursor (fig. 164).

2.3 Can casting defects help us better appreciate the
artistic and technological “value” of a bronze?
The perception and acceptance of faults is subjective (fig. 165). To what level were defects acceptable? The answer depends, among other considerations, on cultural and economic factors. Repairing might have been less expensive than recasting, even for heavily flawed bronzes (fig. 166). And the size of the bronze will also determine what kinds of flaws are deemed important. Structural flaws are of greater concern in a monumental cast than in a small figurine, while surface blemishes are more disturbing in the latter than on the back of a large sculpture destined for display above eye level.
It is always understood that a bronze will have to be reworked upon casting to remove or repair flaws, though this does not always occur.12 Several heavily defective sculptures have been maintained as such throughout time, although the reasons for doing so are not always known (fig. 151). It was the rare sculptor who considered defects as a part of their creation and thus opted to preserve them rather than repair or remove them.13 And even if the artisans (and patrons) were aiming for a perfect cast, we cannot assume that a sculpture free from defects is superior in quality, or more technologically advanced.


2.4 Can defects occurring during the casting process and
those arising later on during the lifetime of a bronze be
distinguished?
This can be difficult. What may look like later damage—notably cracks—could have been created during the casting process, or vice versa (see above for potential misinterpretations). Yet some apparently similar features, such as open cavities, may be sufficiently specific in shape and/or distribution on the sculpture to allow for clear distinction. For instance, holes occurring during casting are often diverse in size and unevenly distributed throughout, as opposed to core-pin holes, holes made as part of an attachment mechanism, or holes due to electrolytic cleaning. In any case, consider the sculpture as a whole, with all its flaws, before deciding whether a specific flaw is a casting defect, one that occurred in another phase of the production, or later damage.
3 Checklist: How do we investigate defects?
-
Visual inspection supported by optical magnifying instruments can prove very efficient for studying defects that traverse the metal wall as well as those located on the exterior or interior surfaces.
-
For defects on the interior walls, endoscopy is the preferred technique.
-
Image-analyzing algorithms enable the dimensions of the defects to be quantified.
-
To look into the metal wall (or when defects occurring elsewhere are hidden, for example by coatings) a number of significant nondestructive testing techniques are increasingly used, including X-radiography, eddy currents, ultrasonic testing, and thermography.
For a synthesis of available investigation techniques, see tables 13, 10, 5 Open viewer, and associated chapters of volume II.
Notes
-
Some authors separate them into categories as negative and positive defects (Rome, Richard, and Hamish Young. 2003. Fine Art Metal Casting: An Illustrated Guide to Mould Making and Lost Wax Processes. London: Robert Hale.). For an inventory of casting defects and their origin in the modern industrial foundry see Mascré, Claude, Auguste le Thomas, and Guy Hénon. 1952. Album de défauts de fonderie. Paris: Éditions techniques des industries de la fonderie.; Hénon, Guy, Claude Mascré, and Georges Blanc. 1971. Recherche de la qualité des pièces de fonderie. Paris: Editions techniques des industries de la fonderie.; Reuter, Horst, and Philipp Schneider. 1971. Gussfehler-Atlas. 2nd ed. Düsseldorf: Giesserei-Verlag.; Campbell, John. 2004. Castings Practice: The 10 Rules of Castings. Oxford: Butterworth-Heinemann.; Rajkolhe, Rajesh, and J. G. Khan. 2014. “Defects, Causes and Their Remedies in Casting Process: A Review.” International Journal of Research in Advent Technology 2 (3): 375–83.; Siddalingswami, S. Hiremath, and S. R. Dulange. 2015. “Advanced Techniques in Casting Defects and Rejection Analysis: A Study in an Industry.” International Journal of Innovations in Engineering, Research and Technology 2 (9): 1-9. https://doi.org/10.5281/zenodo.1467541.; Campbell, John. 2015. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques, and Design. 2nd ed. Amsterdam: Butterworth-Heinemann.. ↩︎
-
An exception is French sand molding, which, when expertly done, results in a seam-free cast. This is accomplished through precise ramming of the sand—not too loose, not too dense, so that the sand swells just slightly on baking to seal the gap. See Case Study 6. ↩︎
-
A list of observed defects occurring in industrial cast products was first produced in France in 1952, resulting in the publication of a defect atlas (Mascré, Claude, Auguste le Thomas, and Guy Hénon. 1952. Album de défauts de fonderie. Paris: Éditions techniques des industries de la fonderie.). This initiative led to international cooperation aiming to systemize the defect classification. The guiding line was their appearance, which led to the seven basic categories presented in table 12 Open viewer. Atlases giving the code and the description of commonly occurring defects were issued in the 1970s in various countries. ↩︎
-
See Mascré, Claude, Auguste le Thomas, and Guy Hénon. 1952. Album de défauts de fonderie. Paris: Éditions techniques des industries de la fonderie.; Ammen, Charles William. 1980. The Metalcaster’s Bible. New York: McGraw-Hill and TAB Books.; Campbell, John. 2015. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques, and Design. 2nd ed. Amsterdam: Butterworth-Heinemann.. Hénon proposes grouping cavities into three categories according to their shape and distribution: isolated round cavities, groups of small round cavities, and cavities with a rough surface. ↩︎
-
Ammen, Charles William. 1980. The Metalcaster’s Bible. New York: McGraw-Hill and TAB Books.; Campbell, John. 2015. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques, and Design. 2nd ed. Amsterdam: Butterworth-Heinemann.. ↩︎
-
Mascré, Claude, Auguste le Thomas, and Guy Hénon. 1952. Album de défauts de fonderie. Paris: Éditions techniques des industries de la fonderie.. ↩︎
-
Notes made during a Barye Study Day held at the Victoria and Albert Museum, November 14–15, 2002; see I.1.n.19. ↩︎
-
This is particularly true with reverbatory furnaces. The relatively low thickness of the liquid bath heated from above prevents thermal convection and thus any mixing. For a general description of reverbatory furnaces, see Mödlinger, Marianne, Bastian Asmus, et Giorgia Ghiara. “The ‘Schwarze Mander’ of the Court Church in Innsbruck, Austria: Manufacture and Production of Monumental Brass Statues in the Renaissance.” International Journal of Metalcasting, 22 March 2024. https://doi.org/10.1007/s40962-024-01299-4.. ↩︎
-
This occurs when the founder has not provided a sufficient head of liquid metal to ensure a proper metallostatic pressure in the mold. The still-hot, contracting solid metal can detach itself from the mold surface and reheat up to the melting point. Zinc may evaporate in the hotter parts, circulate in the metal-mold gap, and redeposit on colder surfaces. Tin and lead are usually pushed out from the inner subsurface layer to the top of the external surface. This segregation phenomenon is known as tin or lead sweat, and gives the surface a silvery-gray appearance. Tin sweat and also arsenic sweat may be intentional; see I.7§2.8. ↩︎
-
Andrew Lacey: “In the course of making my own bronzes I often allow or even encourage certain defects into the casting. Grainy or pitted surfaces in small discrete areas can work well especially in conjunction with the highly polychromatic patinas. Also, fine flashing lines formed by the mold cracking under pressure from the bronze can create structures reminiscent of bodily wounds or scars; this helps me suggest a fragility or tenderness in the form that is difficult to create by modeling alone.” Personal communication, April 2019. ↩︎
-
The technological study has shown that Donatello’s (Italian, ca. 1386–1466) workshop possibly produced both Spiritelli in the Musée Jacquemart André, Paris (inv. MJAP-S 1773-1 and MJAP-S 1773-2, heights 60 and 65 cm, respectively), based on similar models, but there are notable differences in the defects observable on the two casts, due mainly to significant variance in metal wall thickness (Castelle, Manon, Marc Bormand, Yannick Vandenberghe, and David Bourgarit. 2019. “Two of a Kind: Shining New Light on Bronze Spiritelli Attributed to Donatello.” Studies in Conservation 65 (4): 200–211.). ↩︎
-
In Guido Mazzoni’s (Italian, ca. 1450–1518) early sixteenth-century estimate for his unrealized project for the tomb of King Henry VII the repairs were costed in advance; see Motture, Peta. 2019. The Culture of Bronze: Making and Meaning in Italian Renaissance Sculpture. London: V&A Publishing., 197, with additional references. ↩︎
-
A number of artists have left evidence of the casting process on the final cast, including casting defects, for example Adriaen de Vries (Netherlandish, 1556–1626) (Bewer, Francesca G. 2001. “The Sculpture of Adriaen de Vries: A Technical Study.” In Small Bronzes in the Renaissance, edited by Debra Pincus, 158–93. Studies in the History of Art 62. Washington, DC: National Gallery of Art; New Haven, CT: Yale University Press.), Medardo Rosso (Italian, 1858–1928) (Cooper, Harry, and Sharon Hecker. 2003. Medardo Rosso: Second Impressions. New Haven, CT: Yale University Press.; Hecker, Sharon, ed. 2021. Finding Lost Wax - The Disappearance and Recovery of an Ancient Casting Technique and the Experiments of Medardo Rosso. Studies in Art and Materiality 3. Leiden; Boston: Brill.), and Auguste Rodin (French, 1840–1917) (Hecker, Sharon. 2017. “The Afterlife of Sculptures: Posthumous Casts and the Case of Medardo Rosso (1858–1928).” Journal of Art Historiography 16 (June): 1–18.). ↩︎