Additional Contributors: Denise Allen, Aurélia Azéma, Ann Boulton, Manon Castelle, Laurence Garenne-Marot, Arlen Heginbotham, Joachim Kreutner, Andrew Lacey, Elisabeth Lebon, Jeffrey Maish, Peta Motture, Jeremy Warren, Jean-Marie Welter
This section focuses primarily on metal repairs, and considers what kinds of repairs may be present on a , why it may be interesting to investigate them, and how best to do so. Repairs undertaken in the foundry address problems in the metal that have occurred during casting (see I.3§1). Nonmetal repairs, such as those made of plaster, wax, and resin, may also be found on sculptures, but fall outside the remit of this chapter.
1 What kinds of metal repairs might be encountered? And where, when, why, and how were they made?
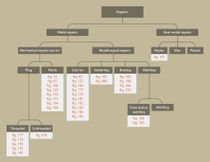
Repairs may vary considerably in nature, shape, and scale, from shallow flaws that occur only on the outer surface of the bronze wall, to those that pierce the wall (for instance filling of holes left by and rods), to the larger replacements of mis-cast sections. The range of commonly encountered repairs is presented in figure 167. Although repairs may be needed to restore the structural integrity of a , they are most often made for aesthetic reasons—to repair unsightly flaws on the bronze’s surface. Whereas surface repairs can be carefully hidden by (figs. 168, 169, 170), artists and rarely take steps to hide evidence of repairs on the interior, which is why access to these areas for examination can be very informative. That said, some types of set-in and only extend partway through the wall of the bronze and are not visible from the hollow interior (figs. 152, 171).
Repairs may be undertaken concurrently with—and are related to—other finishing techniques, such as the joining of separately cast elements (see I.5). Repairing flaws is a time-consuming but unavoidable and necessary step in the casting process.1
While organic materials such as resins or waxes may be used at times to make fills, the vast majority of repairs found on copper-alloy sculptures are made of metal, and these are primarily fashioned out of copper-based alloys. There has been no broad survey of repairs that would enable us to identify the regional occurrence or chronological development of repairs. Among the few exceptions are the evident lack of machine-threaded plugs in Europe before the middle of the sixteenth century (see I.4§1.1.2 below) and the advent of modern processes in the twentieth. In light of the paucity of data, this chapter will not attempt to outline when and in what geographic area specific types of repairs might be expected.
All metal repairs require the same general steps:
-
the edges around the flaw are prepared;
-
the repair is made;
-
the surface is finished to render the repair invisible.
Depending on the size and location of and the skill of the person making the repair (often the founder), two main categories of metal repairs are encountered on historic bronzes: mechanical repairs and metallurgical repairs. (We use the term “metallurgical repair” in this volume for simplicity to designate all repairs using molten metal, as an echo of the term “”). Many bronzes contain both types of repair.




1.1 Mechanical repairs
Mechanical repairs (often referred to as set-in repairs) are carried out by fitting a metallic-alloy fill into a flaw. The fill may be made from discarded (cut-off) or other excess metal from the original cast, from sheet metal, or from separately sections. The alloy of a set-in repair does not necessarily match that of the surrounding cast. Due to the amount of hammering, filing, and required to secure and chase a set-in repair, the founder may choose a softer and more malleable copper alloy than that used for the surrounding surface, or even pure copper. For this reason, the color of set-in repairs can differ from that of the surrounding , and will be accentuated over time by oxidation or . The differences of metallurgical state between the repair (hammered) and the surrounding metal (cast), and/or the degree of , may also impact the corrosion behavior, and consequently the surface appearance (fig. 125).
For the purpose of these guidelines, mechanically attached repairs that are set into the surface of a sculpture are called patches. Repairs that are inserted into holes that extend through the full thickness of the metal wall are called plugs.

1.1.1 Patches
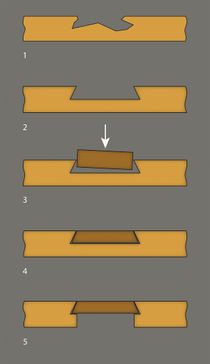
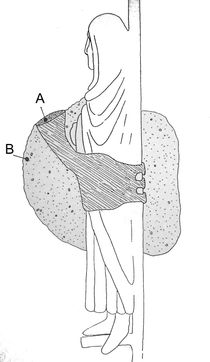
Patches can be found in a wide range of sizes and shapes and are often rectangular or polygonal (fig. 172). A common process for setting in patches is described in figure 173 and a variation for small flaws in figure 174. Patches may be applied to repair a range of flaws, including superficial surface porosity or holes that pass clear through the metal wall (fig. 35). They often fall out and are lost, leaving the prepared geometric hole visible on the surface (fig. 175). When flaws in a sculpture are located in areas where the surface has complex , patches can be cast separately and set into place. In such instances, the patches can be directly modeled in wax in the flawed area or can be formed using the original (fig. 176).





1.1.2 Plugs
Flaws that extend through the entire thickness of the bronze, including holes left when core pins or armature rods are removed, are often repaired with circular plugs inserted after the defective spot has been drilled out. As observed on European bronzes from the second half of the sixteenth century, plugs are often (but not always) threaded.2 Once screwed into place, the visible end of the rod is down close to the surface, then hammered and chased to bring the repair flush with the surrounding wall (fig. 177).
Methods for forming threads on a plug and in its corresponding hole have changed over time. In the early modern period, the first use of threaded metal fasteners seems to have appeared in the realm of arms and armor manufacture as well as clock making, around the middle of the sixteenth century. Although no comprehensive study has been done, it can be assumed that their use in sculpture would have followed. Although thread cutting lathes may have existed quite early, forming threads in copper alloys in this period was probably primarily achieved by “swaging,” or displacing the metal, rather than by cutting. Female threads would have been formed by forcing a handmade, hardened steel threaded rod, or “tap,” into a slightly undersize hole in the bronze; as the tap was twisted into the hole, the steel threads displaced, but did not cut, the surrounding metal. For forming male threads on a plug, a “screw plate” could be made by using the original tap to form female threads in a plate of annealed steel. After hardening the steel, a slightly oversize rod of bronze could be twisted through the screw plate to form a threaded rod, again by displacement of the metal, not by cutting.3
In the second half of the eighteenth century and into the nineteenth, mechanized machine lathes, improved screw plates, and fluted taps that cut threads started to become more and more widespread, a development that presumably would have increased the use of threaded plug repairs after this date.4 Beginning in the mid-eighteenth century, systems of standardized dimensions for threading began to appear in Europe.5 Today, precision tap and die sets are used to cut threads in both repair rods and corresponding drilled-out flaws.6
Threaded plugs inserted at the edge of larger geometric patches also may be used to help secure the large patches to the surrounding metal (fig. 178).
It is important to remember that various combinations of techniques may be found on a single sculpture.
Risks of misidentification/misinterpretation
-
Set-in repairs are often geometric in shape; are often asymmetric. However, metallographic investigation of several rectangular repairs on Roman statues has revealed examples of their having been cast on (fig. 145)7 and later examples also have been observed (fig. 123).8
-
As patches and plugs are effectively , they may be visually similar (see I.9§2.3).
-
Also, a repair can be confused with plugs used to assemble separately cast parts (such as pinned sleeve joins; see I.5§1.2.1). Separately cast sections can almost always be identified by examining the surface with strong raking light to reveal the thin joint around them, but occasionally these are only revealed through radiography.



1.2 Metallurgical repairs
Metallurgical repairs are made by pouring or melting metal directly onto flaws. Molten metal repairs can be designed to fit precisely even the most complex losses.
1.2.1 Cast-on repairs
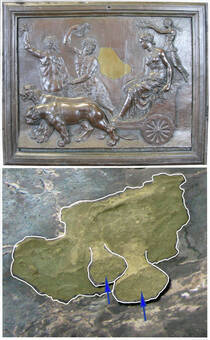
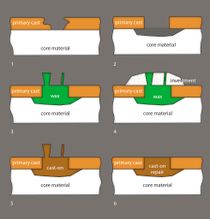
These are the most common metallurgical repairs, created using a process in which a copper alloy is melted and poured directly into a flawed area. Cast-on repairs may be used to replace a range of losses, from relatively small surface flaws to large sections of a composition (figs. 179, 180). The process of casting on using a localized process is described in figure 181; see also figure 182. Clay or other modeling materials could be used to model the repair instead of wax.
Cast-on repairs may have their own flaws, as evidenced by patches located within a cast-on repair.
In order to secure larger cast-on repairs in place, dovetails or holes of any shape were sometimes cut around the borders of the defect into which the molten metal flowed, locking the repair in place as the metal cooled (figs. 183, 184).
Cast-on repairs can be made of copper alloys that are similar to the bulk alloy, or of alloys with a lower melting temperature and containing more tin, zinc, and/or lead. Over time, cast-on repairs—as is also the case with mechanical repairs—may become more visible as the dissimilar alloys oxidize or corrode differently (fig. 184), although this is not always the case.
Although best known as a technique to join separately cast parts of a sculpture, examples of flow welding to repair Greek and Roman bronzes are also recorded (fig. 185).9 A chain of oval-shaped color variations on the surface of a bronze is typical of the technique. Flow fusion welding does not appear to have been used in medieval or Renaissance foundries for bronze sculpture, although welding is attested for repairing Renaissance cracked bells (fig. 186).10
In light of the high degree of artistry required to achieve successful cast-on repairs, it is often assumed that they are made in the original foundry.


1.2.2 Soldering, brazing, and welding
, , and welding are techniques of using molten metal to repair flaws—to apply patches and/or fill losses directly. The difference between them is determined by the alloy of the repair metal and the temperature used for the repair. As a general rule for the purpose of this publication, solders are white in color; brazing and welding metals are copper-alloy based and therefore yellow in color. In all three methods, the heated, molten metal is drawn by capillary attraction directly into the flaw or into a gap between the flaw and the repair. For more on the different techniques, see I.5§1.1.
Lead-based soft solder can be used to fill flaws. With its low melting point and soft surface, such repairs are relatively easy to and to chase, yet are gray in color and therefore may be hidden by opaque . More commonly, hard and soft solder repairs can be found as a method for securing copper alloy patches and plugs (fig. 187).
As with soldering, brazing is undertaken at a low enough temperature that the surrounding metal is not melted. When the sculpture is heated, small filings of the brazing metal scattered near the edges of the repair melt and flow into the join, drawn by capillary attraction. Because the brazing metal is an alloy similar to that of the surfaces to be joined, a brazed repair can be difficult to see. However, over time, corrosive flux residues that may remain on the surface will cause raised corrosion (figs. 106, 188).
Welding is the most common method of repair currently used in many parts of the world.11 Undertaken at temperatures high enough to cause melting of the metal surrounding the repair, once chased and polished, a weld repair can be difficult to discern on the surface of a sculpture. Surface porosity along the weld or differences in corrosion over time due to alloy variations between the cast and welding metals may make it easier to see (fig. 189).
Risks of misidentification/misinterpretation
-
It may be difficult to determine whether a section of a bronze that was cast on (for example the arm of a figure) was added as an intentional second step in the casting process, or became necessary owing to a flaw in the original casting (see I.5§2.3).
-
When well cleaned and chased, it may also be very difficult to distinguish between the different copper-based metallurgical repairs (cast-in repairs, brazing, and welding). When sampling is possible and appropriate, metallography will confirm the degree of heating and whether or not the surrounding metal has previously been melted (see I.4§2.1 below).
-
Although it might be assumed that lead repairs would be reserved for lower-quality castings, this is not always the case.
-
Equally, it may be difficult to determine whether a lead fill was applied in the workshop or as part of a later intervention (fig. 190). Lead repairs may be found in bronzes that also have other repairs made in a copper alloy. The presence of more skillful copper-alloy repairs should not automatically suggest that the lead ones must be later additions.
-
Corrosion along a joint may be due to remains of flux applied during soldering, brazing, or even some types of welding.





1.3 Nonmetallic fills
It is not uncommon to encounter even quite large fills made of nonmetallic materials such as painted plaster, wax, or resin. Nonmetal fills found on the same sculpture with metal fills may be evidence of a later intervention (one would not expect both metal and nonmetal fills to be carried out simultaneously). Nonmetal fills may have been applied at any time in the sculpture’s life cycle and, with the exception of modern restoration materials, may be difficult to date. Depending on the skill of the person applying them, these fills can vary from well hidden to ghastly. They are usually easy to see with good lighting and/or ultraviolet radiation (UV) (fig. 191) and by touching (their warmth contrasting with the cold feeling of metal repairs).

1.4 Metal fills anticipated before the casting
In modern foundries voids such as core pin holes that can be predicted before the bronze is cast may be filled using the following method: a ball of wax is added to the model adjacent to where rods or wires extend through the wax casting model, and when the metal is cast, this excess wax adjacent to the rod becomes a lump of bronze that can be hammered into the void, filling the hole with the exact alloy used for the surrounding surface (fig. 192). It is unknown how far back in history the technique goes, but once mastered, it is relatively quick and straightforward.12 It would be relatively difficult to identify on the surface of a bronze or in radiographs.

2 Why investigate repairs? and other FAQs
Below are some frequently asked questions related to the identification of repairs as well as broader questions that the investigation of repairs may help to address.13
2.1 Is it possible to distinguish a cast-on repair from a
mechanical repair or a weld?
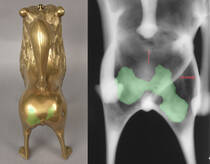
Because the foundry often carefully hides surface repairs on the exterior, examination of the interior (figs. 177, 193) and/or cross sections or the use of radiography (figs. 194, 195, 196, 197) can potentially reveal the method of repair.




2.2 Is it possible to distinguish a patch used to hide a
casting flaw from a plug used to fill a core pin hole?
-
Holes left when core pins are removed are geometric (often circular or square section) and extend through the bronze wall to the interior; casting flaws may or may not be geometric. It is not unusual to find core pins remaining inside a bronze adjacent to the repair.
-
The presence of patches or plugs of similar diameter in a pattern over the surface suggest that they fill core pin or armature holes (see fig. 35, I.1§3).
2.3 Can the presence of repairs give information about the
process that was used to cast the bronze?
Examination of the repairs alone will not conclusively identify the specific method of casting that was used. However:
-
As stated above, the presence of repairs can help to indicate the placement of core pins and armature rods.
-
Repairs can also indicate casting defects. Large numbers of repaired porosity holes in one area of a bronze may indicate that that part was oriented upright during the pour (see I.1§4.2).
2.4 What can repairs tell us about the quality of the
cast, the skills of the foundry, and the commission more
generally?
Due to the skills and time necessary to carry out repairs, their quantity and quality may lend insight into the abilities of those responsible for them. Two potentially contradictory situations are possible: extensive repairs are evidence of extensive casting flaws, yet the presence of well-made repairs is evidence of a skilled finisher.14
Without written documentation, making assumptions regarding the intention of a commission based on visual observations is a matter of conjecture (see also I.3§2.3). When faced with a flawed cast, the artist or foundry would consider various options: remelt the cast and begin again; repair some or all of the flaws; or leave the flaws unrepaired. The reasons why one option might be chosen over another are various and not necessarily evident, so drawing conclusions is risky.
However, all cold work, including repairs, is extremely time consuming, and extensive repairs therefore reflect considerable labor.15 Indeed, unrepaired casting flaws are often found in places where they are not easily visible. The aesthetics of a sculpture are certainly affected by decisions regarding whether or not to repair. Whatever the culture, casts were often substantially repaired before finishing (figs. 166, 198), yet some artists, for example the sculptor and expert founder Jean-Antoine Houdon (French, 1741–1828), at times left extensive surface flaws unrepaired (fig. 153).



2.5 Can original workshop repairs be distinguished from
later repairs?
Comparison of a repair with the surrounding surface may help identify repairs made in the original workshop. For example, given that foundry repairs are often made before the final finishing of the surface, tool marks such as polishing or texturing may run continuously from the bulk surface over repairs that were applied at the foundry (figs. 168, 169).
Evidence of later repairs may include differences in color and/or texture of the , which may be thinner, scratched, or discolored by heat applied during the repair process. In contrast, uniformity of the patina may suggest an old (and possibly original) repair (fig. 170), but keep in mind that patina uniformity may reflect repatination of the surface after repairs were undertaken such that a much-later repatination will be of no help in dating any repairs it covers.
If it is possible to access the inside of the bronze, later repairs may have a different appearance from original repairs. If the bronze has been repatinated and the interior is not accessible, identifying later repairs may be very difficult without radiography (fig. 199).
Repair alloys on the same bronze may vary considerably, so attempts to determine later repairs by looking at the alloy alone may be misleading. Although it was common to remelt cut-off sprues for use in cast-on repairs, such repair alloys are, nonetheless, generally different in one element or possibly many. This could be due to loss of alloying elements during the previous casting process (for example, heating an alloy with zinc causes some loss due to evaporation), or because another element could have been added to the repair melt to lower the melting point or alter the cold-working properties.
The degree of corrosion on a repair might not reflect its age. As an example, the patch repairs on the monumental figure of the twelfth-century Khmer West Mebon Vishnu were applied at the time of manufacture, yet their alloy and metallurgical state left them far more resistant to corrosion than the original cast (fig. 125).
2.6 More generally, can repairs help to date a bronze
sculpture?
Under certain circumstances, and with caution, the type of repair chosen by the founder or sculptor may be indicative of practices from a particular geographical area or period.16 Identifying the method by which the threads were cut into a repair rod can help date the repair (see I.4§1.1.2 above). Occasionally, the end of a plug will extend far enough into the interior cavity of a hollow-cast bronze to allow close viewing of the threads (fig. 177). But be warned: threaded plugs that can be observed either visually inside the bronze or in radiographs are often cut very short, making it difficult to determine how the threads were formed. Recall that handmade threaded screws used to secure metal parts have been found in the sixteenth century, whereas machine-cut threads were introduced in the second half of the eighteenth century. Evidence of the use of welding suggests a date after the nineteenth century.
Note of caution: though we assume that practitioners develop certain preferences and patterns in their practices, it is always possible that conditions requiring improvisation may arise (fig. 200). Second, repairs may form part of later restorations and, as with all comparisons, the relative lack of detailed technical studies of well-provenanced bronzes limits our ability to draw firm conclusions.

3 Checklist: How do we investigate repairs?
3.1 Visual examination
Examination of the surface under strong lighting (including raking light) often reveals the presence of repairs. As seen above in I.4§1, quite commonly the patches acquire a different-colored patination due to differences in corrosion (figs. 125, 176, 184, 185). Even with very carefully chased bronzes, the outer edges of patches and cast-on repairs are often visible due to shifting of the repair or darkening of the fine gap between the bulk material and the repair due to accumulation of soil or darkened coatings.
Repairs on bronzes with opaque coatings may be quite difficult to detect by visual examination of the surface alone. When access to the interior of a sculpture is limited to small gaps or holes, an endoscope can help detect and identify repairs. For thinner-walled sculptures with access to their hollow interiors, shining a bright light inside may reveal gaps along the edges of repairs where the borders are not perfectly closed.
3.2 Other techniques without sampling
3.2.1 Radiography and computed tomography
Radiography can be highly diagnostic in determining the number, type, and location of repairs. It may also indicate the type of flaw that is being repaired. CT (computed tomography) scanning permits a more nuanced understanding of a repair, as it allows sectioning in any direction through the repaired area (see II.3§2).
3.2.2 Other nondestructive testing
Nondestructive techniques, including ultrasonic testing (see II.4§2.3.3), eddy currents (see II.5§2.3.2), and thermography (see II.2§3.2), may be useful for detecting hidden repairs, either instead of radiography (when that is not possible) or to complement it.17
3.2.3 Surface elemental analysis: XRF/PIXE/PIGME
Surface elemental analysis—for instance X-ray fluorescence spectroscopy (XRF) and particle-induced X-ray emission spectroscopy (PIXE)—including 2D chemical mapping, allows analysis of numerous locations on the surface, including repairs and solder, brazing, and welding metal (see II.5).
3.2.4 UV
Examination of the surface under ultraviolet (UV) illumination can be helpful in locating organic fills, coatings, or painted retouching, including faked patina. Note that thickly applied organic coatings will block such fills from UV illumination. See II.2§3.1 for more on which materials fluoresce under UV light.
3.2.5 Workshop tip: knocking
As when investigating the structure of a wall, try knocking the surface with a wooden stick or a pencil to detect a patch. You’ll hear a different sound if a patch is present and has a different thickness or is not perfectly connected to the metal. This technique is most effective on large outdoor monuments and sculptures. Correlating differences in sound to specific structures in the cast is much easier when the interior is visible. This empirical method can be employed to decide where to investigate further, but it requires considerable experience.
3.3 Techniques requiring sampling
3.3.1 Metallography
In order to perform a metallographic study of a repair, the sample removed must include material from the repair zone. Such a study has the potential to give information about the nature of the repair, such as (see also I.2§3):
-
the method by which the repair was formed (hammered or cast, see fig. 145);
the degree of cold working;
-
the method by which the repair was locked into place.
Metallography is generally considered too damaging to undertake on works of art unless there are detached repairs that can be easily sampled or loose parts that can be easily removed. Imaging techniques such as radiography and CT scans are alternative methods to ascertain how the repair was formed and locked into place.
3.3.2 Analysis of organic fills
A number of techniques may be used to determine the identity of organic fills. These techniques require micro samples (Raman and infrared spectroscopies, chromatography, et cetera).18
3.3.3 Carbon-14 dating
It may be possible to date organic fills such as wax or animal-glue-based pastes using carbon-14 (see II.8§2).
Notes
-
Benvenuto Cellini (Italian, 1500–1571) took four or five years to and repair his Perseus, completed in Florence in 1554 (Pope-Hennessy, John. 1985. Cellini. Segrate, Italy: Mondadori., 179–81). An extreme case is the monumental equestrian statue by Pierre Hubert L’Archevêque (Swedish, 1721–1778) and Johan Tobias Sergel (Swedish, 1745–1814) of King Gustav II Adolf in Stockholm, inaugurated in 1796, for which no fewer than seventeen years were needed by the chaser and two assistants to complete fettling and finishing (Desmas, Anne-Lise. 2014. “Boffrand’s and Mariette’s Descriptions of the Casting of Louis XIV and Louis XV on Horseback.” In French Bronze Sculpture: Materials and Techniques 16th–18th Century, edited by David Bourgarit, Jane Bassett, Francesca G. Bewer, Geneviève Bresc-Bautier, Philippe Malgouyres, and Guilhem Scherf, 234–340. Paris: Archetype., 239). See also table 1 Open viewer. ↩︎
-
Although no definitive study has been carried out, the earliest published examples the authors know about are found in the work of Giambologna (Flemish, active Florence, 1529–1608), for example Kneeling Woman Drying Herself, ca. 1560, Museo Nazionale del Bargello (Sturman, Shelley. 2001. “A Group of Giambologna Female Nudes: Analysis and Manufacture.” In Small Bronzes in the Renaissance, edited by Debra Pincus, 120–41. Studies in the History of Art 62. Washington, DC: National Gallery of Art; New Haven, CT: Yale University Press.). ↩︎
-
Stone, Richard E. 2006. “Severo Calzetta da Ravenna and the Indirectly Cast Bronze.” Burlington Magazine 148:810–19.. ↩︎
-
Brooks, Randall C. 1991. “Origins, Usage, and Production of Screws: An Historical Perspective.” History and Technology 8 (1): 51–76.; Rybczynski, Witold. 2005. One Good Turn: A Natural History of the Screwdriver and the Screw. New York: Scribner.. ↩︎
-
For tables describing many standard thread types, see Camm, Frederick James. 1942. Screw-Thread Manual. Brooklyn: Chemical Publishing. https://catalog.hathitrust.org/Record/001616194., 127–86. ↩︎
-
Rome, Richard, and Hamish Young. 2003. Fine Art Metal Casting: An Illustrated Guide to Mould Making and Lost Wax Processes. London: Robert Hale., 266–68. ↩︎
-
Mille, Benoît. 2012. “The Casting Techniques of Antique South Arabian Large Bronze Statues.” In Scientific Research on Ancient Asian Metallurgy: Proceedings of Fifth Forbes Symposium at the Freer Gallery of Art, Washington, Smithsonian Institution, 28–29/10/2010, edited by P. Jett, B. McCarthy, and J. G. Douglas, 225–47. London: Archetype.. ↩︎
-
Smith, Dylan, and Wendy Sepponen. 2019. “‘Comparable to the Very Tips of Their Spades’: Technical and Political Connections among Serial Busts of Charles V.” Facture: Conservation, Science, Art History 4:34–65., fig 11j, 47, 54. ↩︎
-
Mattusch, Carol C. 1996. The Fire of Hephaistos: Large Classical Bronzes from North American Collections. Cambridge, MA: Harvard University Art Museums., cat. no. 24, Statue of a Youth, fig. 24j, 232–36. ↩︎
-
Biringuccio, Vannoccio. (1540) 1990. The Pirotechnia of Vannoccio Biringuccio. Translated by Cyril Stanley Smith and Martha Teach Gnudi. New York: American Institute of Mining and Metallurgical Engineers., 275–77; Motture, Peta. 2019. The Culture of Bronze: Making and Meaning in Italian Renaissance Sculpture. London: V&A Publishing., 49 and note 61. ↩︎
-
Rome, Richard, and Hamish Young. 2003. Fine Art Metal Casting: An Illustrated Guide to Mould Making and Lost Wax Processes. London: Robert Hale., 268–71. ↩︎
-
Andrew Lacey, personal communication, 2020. ↩︎
-
Determining the nature of repairs is important for decision making during subsequent conservation. For example, a Chinese bronze horse came apart during conservation when R. J. Gettens subjected it to an electrolytic bath. Unbeknownst to him, it had been previously restored using plaster (Bewer, Francesca G. 2012. “A Chemist under a Spell: Rutherford John Gettens’s Early Encounters with Chinese Bronzes.” In Scientific Research on Ancient Asian Metallurgy (Proceedings of Studies of Ancient Asian Metallurgy, Fifth Forbes Symposium of the Freer Gallery of Art, October 2010, Washington, D.C.), edited by Paul Jett, Blythe McCarthy, and Janet G. Douglas, 3–11. London: Archetype.). Similarly, repatination of a modern bronze using heat would not be wise if it has resinous repairs. ↩︎
-
Without documentation, these observations must be considered assumptions. As an example, bronzes by Hubert Le Sueur (French, 1580–1658) in Westminster Abbey, London, are heavily flawed although Le Sueur was acknowledged as a skilled founder (Evelyn, Peta. 1995. “Hubert Le Sueur’s Equestrian Bronzes at the Victoria and Albert Museum.” Burlington Magazine 137 (1103): 85–92., 91). Repairs may also be carried out by a workshop or foundry that did not cast the bronze. ↩︎
-
See note 1 above. ↩︎
-
For example, the investigation of repairs on a Roman bronze representing a Child with bulla (second century BCE) in the Louvre, Paris (inv. Br 17), combined with other investigations, including metal analysis, led to the identification of three major restoration phases: two before 1809, a third before 1820; see Descamps-Lequime, Sophie, Benoît Mille, and Dominique Robcis. 2008. “L’enfant à la bulle: Histoire moderne d’un bronze antique.” Techné, nos. 27/28: 11–20.. See also the recent experimental work made around other Roman bronzes found in France (Adamski, F., M. Pernot, and A. Bouet. 2020. “Étude de la pratique de réparation des grands bronzes à partir d’un stock de métal cuivreux.” In Barzan IV, L’entrepôt de La Palisse à Barzan (Charente-Maritime), port des Santons, et les entrepôts urbains et périurbains dans les provinces Gauloises, edited by Alain Bouet, 419–25. Bordeaux, France: Ausonius.). ↩︎
-
Orazi, Noemi, Fulvio Mercuri, Ugo Zammit, Stefano Paoloni, Massimo Marinelli, Augusto Giuffredi, and Carlo Stefano Salerno. 2016. “Thermographic Analysis of Bronze Sculptures.” Studies in Conservation 61 (4): 236–44.; Mercuri, Fulvio, Noemi Orazi, Ugo Zammit, Augusto Giuffredi, Carlo Stefano Salerno, Cristina Cicero, and Stefano Paoloni. 2017. “The Manufacturing Process of the Capitoline She Wolf: A Thermographic Method for the Investigation of Repairs and Casting Faults.” Journal of Archaeological Science: Reports 14:199–207.; Mercuri, F., G. Caruso, N. Orazi, U. Zammit, C. Cicero, O. Colacicchi Alessandri, M. Ferretti, and S. Paoloni. 2018. “Interface Thermal Conductance Characterization by Infrared Thermography: A Tool for the Study of Insertions in Bronze Ancient Statuary.” Infrared Physics and Technology 90 (May): 31–39.. Different profiles and consequently techniques of mechanical repairs were detected by thermography on the medieval Capitoline Wolf in Rome; see Mercuri, Fulvio, Noemi Orazi, Ugo Zammit, Augusto Giuffredi, Carlo Stefano Salerno, Cristina Cicero, and Stefano Paoloni. 2017. “The Manufacturing Process of the Capitoline She Wolf: A Thermographic Method for the Investigation of Repairs and Casting Faults.” Journal of Archaeological Science: Reports 14:199–207.. ↩︎
-
See Artioli, Gilberto. 2010. Scientific Methods and Cultural Heritage: An Introduction to the Application of Materials Science to Archaeometry and Conservation Science. Oxford and New York: Oxford University Press.. ↩︎