Chicago
Boulton, Ann. “Case Study 6. Medicine Whip (Indian on Horseback): The Making of an American Sand-Cast Bronze through
Contemporary (and Modern-Day) Eyes.” In
Guidelines for the Technical Examination of Bronze
Sculpture, by David Bourgarit, Jane Bassett, Francesca G. Bewer, Arlen
Heginbotham, Andrew Lacey, and Peta Motture. Los Angeles: J.
Paul Getty Museum, 2025.
https://www.getty.edu/publications/bronze-guidelines/case-studies/6/.
MLA
Boulton, Ann. “Case Study 6. Medicine Whip (Indian on Horseback): The Making of an American Sand-Cast Bronze through
Contemporary (and Modern-Day) Eyes.”
Guidelines for the Technical Examination of Bronze
Sculpture, by David Bourgarit et al., J. Paul Getty Museum, 2025,
https://www.getty.edu/publications/bronze-guidelines/case-studies/6/.
Accessed
DD Mon. YYYY.
Case Study 6. Medicine Whip (Indian on Horseback): The Making of an American Sand-Cast Bronze through
Contemporary (and Modern-Day) Eyes
Ann Boulton
Introduction
(fig. 529)
In preparation for the 2014 exhibition
Frontier to Foundry at the Gilcrease Museum in
Tulsa, Oklahoma, research revealed that
Medicine Whip, a sculpture in the museum’s
collection, had been the subject of an unusually
well-illustrated technical article in a contemporary
industrial trade magazine in 1912. Such documentation is
quite rare and offers a unique opportunity both for a
detailed comparison of the actual
bronzeDefinition: bronze: Depending on the user,
“bronze” may designate a copper alloy that has tin
as the primary added element or any other
copper-based alloy. We recommend using the term
“bronze” specifically for copper-tin alloys unless
qualified by another …More
with the written description and for consideration of
the technology transfer of a nineteenth-century French
technique to the early twentieth-century United States.
Context
The magazine article
(fig. 530)
Sometime in 1912, E. A. Suverkrop, a reporter for
American Machinist, toured the art bronze
foundry of Auguste Griffoul & Bros. Co. in Newark,
New Jersey. The article that ensued, titled “The Molding
of Bronze Statuary,” is an extraordinary document that
provides a step-by-step, photo-illustrated, detailed
explanation of the French sand-molding process that had
been brought to an extremely high degree of perfection
for the casting of sculpture in nineteenth-century
Paris. Indeed, a few years prior to moving to the United
States in 1899, Griffoul had operated a foundry in
Paris, where he
castDefinition: cast (v.): In the sculptural
context, the verb refers to pouring a slurry or
liquefied material (e.g., plaster, wax, metal) into
a hollow matrix or mold that will determine the
shape of the material in order to produce a cast
(n.).MoreThe Thinker for Auguste Rodin (French,
1840–1917). By 1905 he had established the one in
Newark, which is reported to have been the last foundry
in the United States using French sand. By the date of
this article, the
lost-wax castingDefinition: lost-wax casting: A technique in
which a model made of wax is embedded in a
refractory mold that is heated, thereby melting out
the wax and creating a void to be filled with molten
metal. Two primary variations of the technique are
referred to as “direct” …More
process was overtaking
sand castingDefinition: sand casting: A casting technique
in which metal is poured into a piece mold made of a
specific type of sand that is bound by clay (or oil
or resin in modern foundries). The piece mold is
made by ramming the sand around a rigid model or
chef-modèle …More
as the preferred method for elite sculptors, and
foundersDefinition: founder: Expert head of the
foundry or the person who pours the metal. Person(s)
responsible for the translation of the artist’s
sculptural model into cast metal sculptures. This
may entail a variety of specialized operations, from
mold making to …More
of art bronze by sand casting were on the defensive and
eager to advertise their careful surface-replication
methods.
The sculpture
(fig. 529)
The sculpture in the American Machinist article
is identified only as “Indian on Horseback” and the base
of the Gilcrease
castDefinition: cast (n.): A sculpture or more
generally an object that is shaped by pouring a
molten material or a slurry into a mold in which it
will solidify. Plaster of paris, metal, and wax are
among the cast-forming sculptural materials
routinely involved in …More
is marked “Cast by Griffoul Newark, NJ” and by the
artist’s signature. The extensive photographic
documentation makes it possible to identify the
sculpture as Medicine Whip by the artist
Charles Russell (American, 1864–1926), who modeled it in
1911. It has been estimated that fewer than ten casts
were made of Medicine Whip, three of them by
Griffoul, although the article makes clear that a bronze
modelDefinition: model: The creation of a bronze
may involve a series of models and molds that can
differ in size and material depending on the
artist’s design process, and ultimately also on the
casting process chosen to create the bronze version.
The model is a …More
or
chef-modèleDefinition: chef-modèle: French term for a
replica of the artist’s model (often in bronze) that
is used to make molds for the production of large
editions in sand casting. In rare cases, a
chef-modèle has been used in lost-wax casting.More
used in the process depicted in the article had been
created in anticipation of a larger production, as was
common practice in France.
Main questions motivating the technical study
(fig. 531)
Was the equestrian sculpture indeed cast as
indicated in the article?
Is this the actual cast illustrated in
American Machinist?
How does this process compare with evidence of other
French sand casts and of later lost-wax casts as
that process supported artistic sand casting?
Diagram of sand casting (based on the Suverkrop article)
(fig. 9)
Sand molding is an exacting, complex, highly skilled
endeavor. It relies on sand from specific deposits in
France—fine grained and naturally mixed with clay that
becomes cohesive when tightly packed. Because a densely
packed sand
moldDefinition: mold: A three-dimensional negative
form made of one or more parts that serves as a
matrix for the production of a positive by casting
or pressing malleable material into it. Molds allow
for the production of one or more copies of an
original …More
is rigid, it has to be made in as many pieces as
necessary to account for undercuts in the model so that
the pieces might be disassembled and reassembled without
breaking in preparation for casting. It is destroyed to
remove the cast; the sand mold has to be made anew for
each cast. The mold is created within multiple, stacked,
sand-filled iron frames called flasks. The process that
Suverkrop witnessed might be summarized as follows.
The process requires a specially designed solid model
for sand casting that is hard and can withstand the
repeated handling and ramming of sand. This is often
made of metal, and is called a chef-modèle.
The first flask, or “cope,” is filled loosely with
sand, into which the chef-modèle—or “pattern”—is
buried halfway. This pattern and the leveled
surrounding sand are then coated with a fine powdery
separating agent that defines the “parting line.”
Smaller mold pieces are created one by one around the
pattern, accounting for undercuts, making sure that
they will separate and slot together again precisely.
“Keys” or recesses scooped into the sand along the way
are molded by the subsequent section and ensure their
perfect registration. The entire exposed part of the
pattern is molded thus, by ramming the sand with
mallets onto each carefully defined area of the model,
thereby imprinting it in all its detail in the sand.
The many smaller mold pieces are eventually backfilled
with more sand that is tightly rammed within the upper
metal frame, or “drag,” which slots onto the cope and
is affixed to it.
When the molding of that initial exposed side is
completed, the cope and drag are flipped. The cope,
now on top, is removed to release the sand and clear
access to the back side of the model. A similar piece
molding process now takes place until the cope is
filled with rammed sand. (In the case of this
sculpture, a third flask was needed.)
Once all the rammed sand mold pieces have been
created, the flasks are parted and the mold pieces
carefully disassembled to remove the pattern.
In order to produce a hollow cast, it is necessary to
create an internal mold or
coreDefinition: core: The portion of the
refractory mold that defines the internal space in
a hollow bronze sculpture. It may be formed in a
variety of ways and is usually (but not always)
made of similar material as that used for the
outer portion of the mold. …More, which will essentially define the thickness of the
bronze walls. To make a core, the mold pieces are
reassembled in the cope and the drag respectively.
Sand is carefully rammed into the hollow impression
left by the pattern. Wires or internal
core supportsDefinition: core support: A general term for
a variety of metal or other features that
reinforce or support the core during the casting
process. This term is used in different ways
depending on the context. In industry, it is
applied to metal inserts or spacers …More—some in the form of loosely rolled tubes or “core
vents”—are laid across the new sand, extending out
into the surrounding mold pieces. The cope and drag
are joined, uniting the two halves of the sand
replicaDefinition: replica: Here used to describe
the precise reproduction of a bronze made by the
same artist or foundry as the original bronze.
Also refers to same-scale reproductions of a model
made at different stages in the casting process
(e.g., a wax replica, …More, then disassembled again to remove the sculpture.
The sand replica is shaved down evenly overall to form
the core.
The mold pieces and core are baked, coated with a fine
layer of soot to ensure a smooth flow of the metal,
and reassembled in the cope and drag. The gap formed
by the paring down of the core determines the
thickness of the sculpture’s bronze walls. The
embedded internal core supports projecting from the
core will serve to suspend it in place in the mold
during casting. Channels are cut strategically into
the mold to ensure that the metal flows through and
fills it efficiently.
The cope and drag are reassembled and locked together.
The metal alloy, which has in the meantime been
liquefied, is
pouredDefinition: pour: The operation of pouring
or casting metal into the refractory mold.More
into the mold.
Once the metal has solidified and been allowed to
cool, the sand mold is broken away to reveal the
bronze sculpture, which will be one with the network
of
spruesDefinition: sprue: Any channel that feeds
metal to the mold, in contrast to a vent, which
lets air escape. Both sprues and vents make up the
“sprue system,” which circulates bronze from the
pouring cup through the refractory mold and allows
air and casting …More
formed by the metal-filled channels. The sprues are
cut off. The surface is cleaned and repaired as
needed. Holes in the bronze created by the core
supports are
pluggedDefinition: plug: A type of repair that
fills a flaw that extends through the full
thickness of the metal wall, specifically those
that occur with the removal of core pins and
armature rods. Circular plugs are often threaded
in order to mechanically lock …More.
If a bronze is cast in numerous sections, or
separately from a base, it will be joined at this
stage. The final steps consist in little, if any,
chasingDefinition: chasing: The process of fine
detailed “cold work” after casting and fettling
that serves to correct or enhance the cast surface
by removing and/or compressing metal using hand
tools by punching, engraving, and/or chiseling,
and in modern times also …More
and decorative coloration through the application of a
chemical
patinaDefinition: patina: The term has at least
three different meanings: 1) a pleasing surface
alteration acquired over time—whether on a bronze
or marble sculpture, furniture, or a painting—that
may add aesthetic value; 2) the chemical
transformation of a metal …More
or some form of
coatingDefinition: coating: Purposefully applied
surface deposits or films on bronze sculpture that
consist of materials chemically different from the
metal substrate. Their composition can vary
widely, ranging from natural substances such as
lacquer, resin, oil, and …More. (In this sculpture, the reins were made of metal
wire and added at the end.)
Visual examination
Evidence of the original modeling
(figs. 532, 533, 534, 535)
The bronze cast reproduces the loose modeling of the
artist’s original design, which, judging from the
quality of the details and what we know of the surviving
models of other Charles Russell sculptures, would
probably also have been fashioned in wax around a wire
armatureDefinition: armature: Assemblage of joined
metal rods, tubes, and/or wires (and/or other
materials such as wood) that provides a structural
framework for a sculpture and usually attaches to a
base. Though generally internal, it may also include
external …More
embedded in a plaster or wooden base. The crisp-edged,
rounded facets and soft, indented outlines on the mane,
for instance, suggest that the artist used a fine,
round-tipped modeling tool. And the faint parallel
striations on the horse’s belly behind the rider’s left
heel may be traces of a fingerprint drawn across the
surface or of a serrated tool.
ExpandFigure 532Detail side view of horse’s head and neck showing
artist’s modeling. Charles Marion Russell (American,
1864–1926), Medicine Whip, modeled 1911,
sand cast 1912–16, H. 14.8 cm (Gilcrease Museum,
Tulsa, 0837.14).
A partial fingerprint translated from the original model
of the base is discernible above the artist’s signature,
which was drawn with a pointed tool in a soft
material—probably wax. Both the finer inscription that
reads “copy v. 1911” and the foundry information marked
on the base are in the same hand, which is different
from that of the artist. They too appear drawn in a
malleable material, rather than
engravedDefinition: engraving: In relation to bronzes,
the process of decorating the surface by removing
material with a chisel, burin, or graver that
creates a V-shaped groove.More
or stamped into metal, as was more often the case with
casts of that period. All of these marks must have been
already present in the original model before the metal
pattern was made. The subtle rows of rounded, shallow
indentations between the artist’s initials and the
sketch of the horned skull may have been made in the
wax, or could represent
punchDefinition: punch: A tool usually made of a
steel rod that may be struck with a hammer at one
end in order to create a pattern in the surface of
the sculpture with the other end by compressing the
metal.More
marks done in the metal during the finishing process.
ExpandFigure 535Detail showing the Griffoul foundry mark cast
through from the model. Charles Marion Russell
(American, 1864–1926), Medicine Whip,
modeled 1911, sand cast 1912–16, H. 14.8 cm
(Gilcrease Museum, Tulsa, 0837.14).
Evidence of the casting process
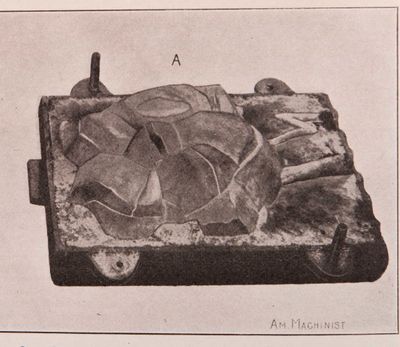
(figs. 536, 537, 539, 540, 541)
More than fifty pieces were required, with a total
construction time of fifteen hours, to create the sand
mold for one cast of Medicine Whip, a small
sculpture less than ten inches tall, and yet few if any
traces of the mold seams are apparent. When properly
prepared, a French-style sand mold should produce a cast
that closely replicates the artist’s original model and
needs little further repair prior to patination. The
sand evenly vents gases to prevent air holes from
forming in the metal; additionally, the swelling of
perfectly rammed sand pieces prevents the formation of a
network of raised metal
seam linesDefinition: seam line: A faintly raised line
that forms at the joints between mold sections when
a molten material or slurry is poured into a mold.
Seam lines are found on plaster or wax casts as well
as on bronzes cast in piece molds. In ancient
Chinese …More
on the surface of the sculpture.
ExpandFigure 536Sand mold showing sand piece mold pieces covering
model prior to backfilling. Charles Russell’s
Medicine Whip featured in
American Machinist, December 5, 1912.
Discrete areas display quite visible tool marks made
after casting. Dense clusters of punch marks mar the
modeling at the top of the Indian’s head and back, as
well as the rear of the horse top of the tail and rump.
These marks correspond to the exact location of the
large sprue attachments illustrated in
American Machinist.
ExpandFigure 540Detail of back showing tool marks where a sprue was
removed. Charles Marion Russell (American,
1864–1926), Medicine Whip, modeled 1911,
sand cast 1912–16, H. 14.8 cm (Gilcrease Museum,
Tulsa, 0837.14).ExpandFigure 541Detail of horse’s rear showing tool marks (circled
in red) where core vent hole was repaired after
casting. Charles Marion Russell (American,
1864–1926), Medicine Whip, modeled 1911,
sand cast 1912–16, H. 14.8 cm (Gilcrease Museum,
Tulsa, 0837.14).
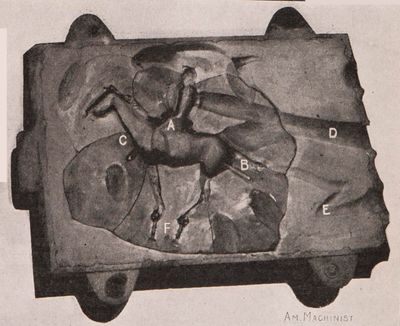
X-radiography
(figs. 195, 542)
Radiography helped to explain the punch marks on the
head of the Indian and the forehead and rear of the
horse. They mark the locations of bronze plugs that were
hammered into the holes left by the internal core
vent/supports that were cut down at the surface of the
cast and pushed into the sculpture. The radiograph
further confirms much of what the
American Machinist photographs show: the Indian
and horse were molded and cast as one; the legs of the
horse did not contain any core, indicating that they
would become solid metal.
ExpandFigure 542Annotated sand mold showing core (A); core vents
protruding from core (B & C); channel cut to
direct molten metal (D); vent (E); and screws inlaid
to attach base after casting (F). Charles Russell’s
Medicine Whip featured in
American Machinist, December 5, 1912.
It also shows the square nuts attached to the screws
that the American Machinist photographs depict
placed into the sand mold at the horse’s extremities and
protruding from the horse’s hooves were to serve as
attachments to a base. (Visual examination of the
interior of the base of the bronze cast is precluded by
a sheet metal cover
solderedDefinition: soldering: In bronze sculpture, a
technique for joining separately cast parts, inlays,
overlays, or repairs, or for filling casting
defects, by adding a metal with a lower melting
temperature than that of the primary cast. For the
purpose of visual …More
to the bottom of the base, probably by a collector.)
Radiography also reveals that the core vents or
“lanterns,” made of a rolled-up sheet of metal bound
with fine metal wire to prevent it from unfurling, are
not one, as shown in the photographs (fig. 542), but two: one traversing the length of the horse and
the other coming down from the head of the rider into
his mount. The radiograph clearly shows how the plugs
align with the vents on the animal’s forehead (rather
than the chest, as seen in American Machinist)
and rump, as well as at the top of the rider’s head.
Although not visible, one may also figure at the other
end of the vent, in the belly of the horse. This is
clear evidence that the Gilcrease bronze is not the one
illustrated in Suverkrop’s article.
Summary and discussion of findings
(fig. 529)
Comparison of the Gilcrease’s
Medicine Whip with the detailed photographic
documentation of French sand casting in
American Machinist indicates that while the
museum’s version must clearly be part of the series cast
by Griffoul, it is not the actual bronze portrayed in
the magazine.
The article also makes painfully clear how little trace
is left on the bronze itself of the skilled mold making
that went into its production, and how speculative our
technical interpretations often are. Suverkrop’s fairly
detailed record of the process he witnessed in the
Griffoul foundry offers a precious window into know-how
that would otherwise be irretrievably lost.
Suverkrop’s vocabulary is that of industrial sand
casting of machine parts, betraying his own expertise
and that of his readership. His substitution of the
industrial term “false core” for the more familiar term
“piece moldDefinition: piece mold: A type of mold
composed of two or more individually formed,
interlocking sections designed to circumvent
undercuts and/or be disassembled without damage to
the model or to the mold sections. Most often refers
to molds made of a rigid …More” element, for example, blurs the distinction between
the core and the exterior mold. The dissonance
underlines the gulf between arts-bronze casting and
machine-parts casting—one that still exists today. In
that respect, even with this detailed documentation, we
lack a precise description of the process chez Griffoul.
Synopsis of technical parameters
The sculpture was examined in normal and raking light
with low-power magnification.
Photography of relevant features was done in raking and
normal light. Gamma radiography was performed at the
Gilcrease by Tulsa Gamma Ray with a portable source due
to lack of radiography capability at the museum.
Further questions
(fig. 529, 543)
What accounts for the different layout of the core
vents in this cast versus the one illustrated in the
article? Could it have been experimentation? The
result of different “hands” working on the molds in
the Griffoul foundry? Or a hiatus in production?
Might the Gilcrease cast actually be the bronze
chef-modèle depicted in the article around which the
mold was created? Could comparison of the Gilcrease
bronze to another Griffoul cast clarify this?
ExpandFigure 543Detail of head and shoulders of the Indian. Charles
Marion Russell (American, 1864–1926),
Medicine Whip, modeled 1911, lost-wax cast
by the California Art Bronze Foundry 1927–28, H.
27.6 cm (Amon Carter Museum of American Art, Fort
Worth, inv. 1961.96).
Further resources
Boulton 2006Boulton, Ann. 2006. “The Art Bronze Foundry of
Antoine-Louis Barye.” In
Untamed: The Art of Antoine-Louis Barye,
edited by William R. Johnston and Simon Kelly,
66–73. Baltimore: Walters Art Museum.
Boulton 2007Boulton, Ann. 2007. “The Making of Matisse’s
Bronzes.” In Dorothy Kosinski,
Matisse: Painter as Sculptor, 73–95.
Baltimore: Baltimore Museum of Art; Dallas: Dallas
Museum of Art and Nasher Sculpture Center; New
Haven, CT: Yale University Press.
Boulton 2018Boulton, Ann. 2018. “Made in New York: Italian and
French Art Bronze Casting.”
Gilcrease Museum Journal 25 (1):
38–53.
Lebon 2003Lebon, Elisabeth. 2003.
Dictionnaire des fondeurs de bronze d’art. France
1890–1950. Perth, Australia: Marjon éditions.
Stewart 1994Stewart, Rick. 1994.
Charles M. Russell, Sculptor. Fort Worth:
Amon Carter Museum; New York: H. N. Abrams., 192
Suverkrop 1912Suverkrop, E. A. 1912. “The Molding of Bronze
Statuary.” American Machinist 37 (23):
923–28.