Chicago
Flock, Hannah, Petra Demuth, Stefan Diebels, and Elisabeth
Jägers. “29. The Thread-by-Thread Tear-Mending Method: New
Insights into the Choice of Adhesives and Their Application.” In
Conserving Canvas, by
Cynthia Schwarz, Ian McClure, and Jim Coddington. Los Angeles:
Getty Conservation Institute, 2023.
https://www.getty.edu/publications/conserving-canvas/v-adhesives/29/.
MLA
Flock, Hannah, et al. “29. The Thread-by-Thread Tear-Mending
Method: New Insights into the Choice of Adhesives and Their
Application.”
Conserving Canvas, by
Cynthia Schwarz et al., Getty Conservation Institute, 2023,
https://www.getty.edu/publications/conserving-canvas/v-adhesives/29/.
Accessed DD Mon. YYYY.
29.
The Thread-by-Thread Tear-Mending Method: New Insights into the
Choice of Adhesives and Their Application
29. The Thread-by-Thread Tear-Mending Method
Hannah Flock,
Scientific Associate, Conservation of Paintings,
Sculpture and Modern Art,
Cologne Institute of Conservation Sciences (CICS),
Technische Hochschule Köln, Cologne, Germany
Petra Demuth,
Technical Lecturer, Conservation of Paintings, Sculpture
and Modern Art,
Cologne Institute of Conservation Sciences (CICS),
Technische Hochschule Köln, Cologne, Germany
Stefan Diebels,
Head, Chair of Applied Mechanics (LTM),
Saarland University, Saarbrücken, Germany
Elisabeth Jägers,
Head, Department of Natural Sciences (retired),
Cologne Institute of Conservation Sciences (CICS),
Technische Hochschule Köln, Cologne, Germany
Tears and cuts in textile painting supports are often closed
with thread-by-thread mending to reconstruct the mechanical
properties and visual appearance. Selected results of tests
on adhesives for single-thread bonding in cellulosic fabrics
are summarized. The data presented is based on uniaxial
tensile tests of bonded canvas strips. The investigation
also covers different bonding techniques. Under the wide
range of adhesives tested, the most promising types are
shown, taking the requirement profile into account. The
classic recipe of Winfried Heiber, a mixture of sturgeon
glue and wheat-starch paste, and dispersions based on PVA
and EVA were evaluated. In particular, the reinforcement
with cellulose fibers is addressed: investigations about the
influence of fiber length of selected commercial Arbocel
products, in a mixture with sturgeon-glue solution, were
carried out. In addition, a new heating device for a
controlled application of adhesives based on animal glues is
presented.
KEYWORDS:
thread-by-thread tear mending, single thread bonding
technique, adhesive application
Introduction
This contribution from the 2019 Conserving Canvas symposium
gives insight into the selection and application of adhesives
for the thread-by-thread tear-mending method to close tears
and cuts in textile supports of canvas paintings. A more
accurate term for this method is
single-thread bonding technique.1
Single-Thread Bonding Technique
The single-thread bonding technology has become well
established as a minimally invasive alternative for the
treatment of local damages in the canvas, in contrast to the
application of patches or the lining of paintings. The aim of
the method is to restore the mechanical properties and the
optical appearance while preserving the inherent properties of
the original textile canvas support. Different bonding
techniques are used, depending on the damage patterns that
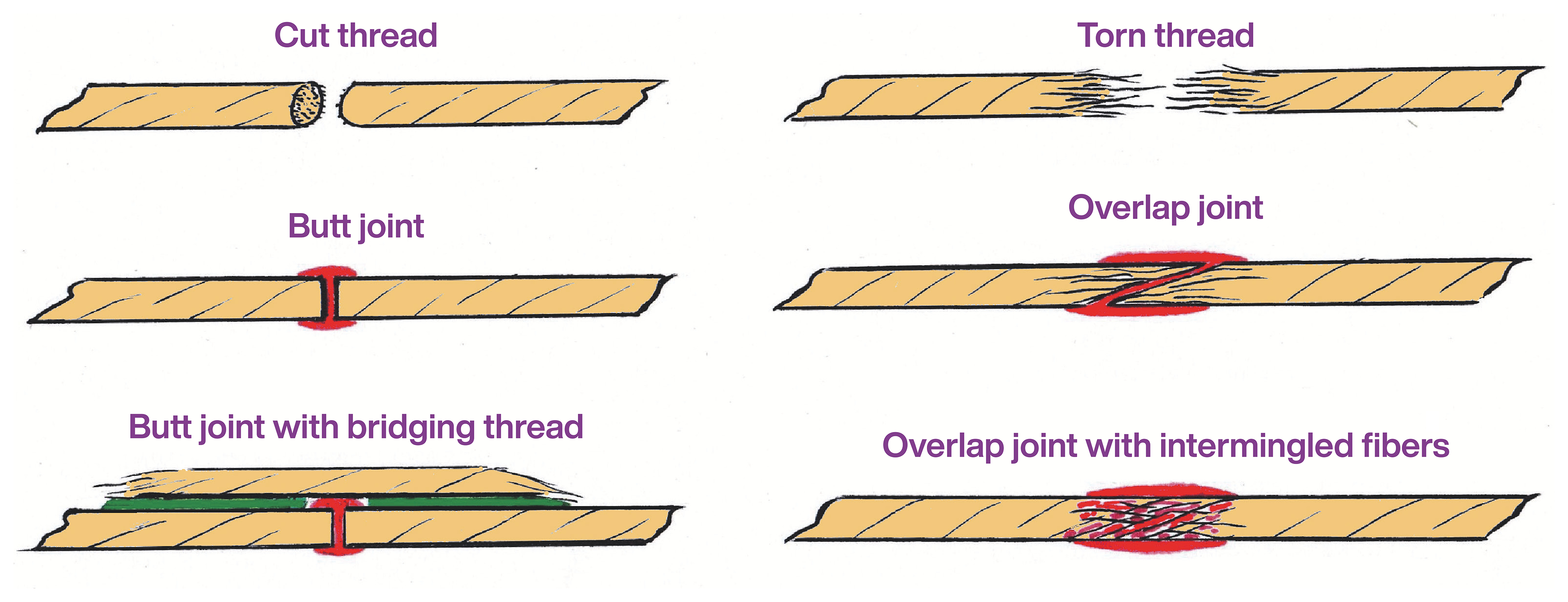
form distinct fracture patterns, as shown schematically in
figure 29.1.
ExpandFigure 29.1Adherends and various bonding techniques.Image: Hannah Flock, 2019
In the case of cuts or very brittle canvas supports, straight
fracture edges often occur, occasionally without any local
deformations or gaps. Butt joints are the only option for
these fracture phenomena since no overlapping of the thread
ends can be achieved. Such bonds are weaker than overlapping
joints due to their mechanical force transmission. Therefore,
individual supplementary bridging threads are often applied
onto the back of the canvas.
In contrast, overlapping often occurs with “younger,” more
“flexible” (in the sense of movable), pliable, and stretchable
canvases: stretched and frayed thread ends enable overlapping
joints. In these cases, the thread ends can be arranged one
above the other without level displacements, comparable to a
scarf joint. The intermingling of the individual fibers of
both thread ends while overlapping is ideal: it improves
mechanical anchoring, optimizes force transmission, and leads
to most reliable bonds with less tendency to creep.2
The general motivation and procedure, up to the presentation
of the individual bonding steps using a stereo microscope and
fine instruments, are described in detail elsewhere.3
Depending on the bonding technique and state of degradation,
different adhesives are suitable. To achieve the best possible
bonding, the adhesive application method must be chosen wisely
and individually for each painting.
Adhesive Requirements
The general profile of requirements for adhesives used in tear
mending is very complex and appears to be somewhat
contradictory.4
In particular, the different adhesion properties of adhesives
for fabrics based on plant fibers (e.g., linen, cotton) and
fabrics produced from synthetic fibers (e.g., polyester,
polyamide) need to be taken into account. Other individual
surface properties caused by, for example, impregnation from
former linings or glue residues due to removed patches also
influence the adhesion. However, the general criteria for an
ideal adhesive can be summarized as follows:
The aim is to achieve, with a minimal dosage of adhesive,
a high level of adhesive strength.
The adhesive must completely wet the fibers of the thread
ends despite the small amount used.
The bond should have a strength5
similar to that of the surrounding thread material. If the
bond strength is too high, there is the risk that in the
event of mechanical impact the mending will not open, and
new fractures in the intact fabric adjacent to the joined
tear will occur.
The aim is a “mechanical balance” in relation to the
canvas properties. The bond should be strong enough to
withstand the “normal” tension distribution and maintain
the “flexibility” of the threads within the canvas. The
stiffness of the bond should be similar to that of the
original canvas.6
Comparatively high glass transition temperatures are
desirable in order to avoid creep at room temperature
under continuous load.
It is preferable to use adhesives with a neutral pH value
in order to prevent acid-induced degradation of the
original fibers.
A suitable, comparatively high viscosity is needed to
avoid the adhesive drifting into the threads. In addition,
the highest possible solid contents of the adhesives is
sought in order to achieve reliable bonds.
Suitable working properties are necessary, in particular
an appropriate open and drying time, so that the adhesive
“sets” neither too slowly nor too quickly.
The option to reopen of the bond and the reworkability
with water are preferred.
In this context, there is also the need for compatibility
with subsequent treatments, for example, filling and
retouching.
Generally, good optical properties are the goal, such as
no gloss or darkening. A mended tear with single-thread
bonds should almost be invisible to the naked eye.7
Finally, good long-term aging behavior is mandatory.
Adhesive Testing
Preliminary successive test series by Hannah Flock8
showed the following important findings regarding the general
evaluation and further experimental setups:
It should be emphasized that, contrary to frequent
publications, thread-by-thread mending cannot be scaled to
forecast bond strengths. Initial systematic investigations
have already shown that the properties of intact textile
structures cannot be easily estimated by simple size
scaling, due to their complex structure. Particularly with
regard to the establishment of possible correlations
between fiber, thread, and fabric structures (uni- as well
as biaxial), caution is advisable.9
Furthermore, strengths of single-thread bonds cannot be
easily scaled to estimate, for example, longer tears.
Here, it would be necessary to examine the possibilities
and limits of scaling correlations first, in order to draw
conclusions from tested samples about the painting’s
behavior. Ultimately, possible correction factors can be
determined and named only in this way. Hence, no
conclusions may (yet) be drawn between mended single
threads and canvas strips or mended canvas strips of
different widths. Unfortunately, it is often found in
literature that bond strengths are scaled up, but this
provides no reliable conclusions.10
Furthermore, only multiple single-thread bonds in canvas
specimens should be evaluated. References can be made only
to the behavior of the fabric structure, when the
single-thread bonding technique is used in canvas samples.
All previous results of uniaxially testing single bonded
threads allow only the relative comparison of the
adhesives with each other in this specific setup.
Therefore, the results must be interpreted with caution.
Even though they offer credible tendencies as valuable
guidance, no reliable data about the tensile strength of
mended tears and cuts with multiple bonded threads in
canvas paintings have been presented.
Uniaxial tensile tests on canvas strips are comparatively
easy to carry out and allow one to make an initial
assessment. However, there is usually biaxial tensile
stress in the stretched painting. Uniaxial and biaxial
short-term tests are suitable for depicting extreme values
of the bonds with regard to maximum tensile force and
elongation, and thus to draw first general comparisons
among adhesives or bonding techniques. Ultimately,
however, there is a deviating long-term load in a
permanently stretched painting. Only by testing the bonds
in the biaxial long-term structure11
can the durability and reliability of the bonds be
observed, as well as, for example, the extent to which
bonds exhibit (disadvantageous) viscous creep tendencies.
In general, material tests should have a strong practical
relevance from which recommendations for treatments and
materials can be derived. Consequently, the evaluation of
materials and measures should be linked as closely as
possible to the subsequent application. This results in
the need to test single-thread bonding not only in biaxial
long-term tests but ideally also in the coated fabric
composite, that is, in the closest possible approximation
to different painting conditions.
For these reasons, uni- and biaxial short-term tests were
carried out on uncoated and coated linen fabrics (new, unaged
quality). In addition, biaxial long-term tests on larger
specimens of coated fabrics with different bonds were carried
out.12
For better comprehensibility, a selection of tested adhesives
is presented on the basis of the uniaxial tensile tests
carried out on strips of one type of uncoated linen canvas.
Adhesive Selection
This paper focuses on adhesives for canvases made from flax
fibers. Previous investigations into different adhesives have
taken place, in particular on the basis of bonded single
threads that have been uniaxially tensile tested. For example,
modifications of sturgeon glue; dispersions based on
acrylates, polyvinyl acetates (PVA), or ethylene vinyl
acetates (EVA); hot melt adhesives; or epoxy resins were
tested.13
It should be noted that not all of these material groups are
equally suitable and that the properties also differ within
the groups, depending on the specific adhesive and its
individual composition.
The following four water-based adhesives are some of the most
promising on the basis of the successive test series by Hannah
Flock (for recipes, see table 29.1):
A pH-neutral EVA dispersion from the company Lineco (also
marketed under the names Pel and Arcare with the same
composition) was modified with cellulose ether solution
(with gel-like consistency) for improved re-solubility and
optimized viscosity for wetting and penetration during
bonding as well as a certain associated stiffening.
The PVA dispersion Mowilith DHS S1, which performed best
among the various PVA dispersions tested,14
was also modified by the addition of cellulose ether
solution (with gel-like consistency).
For the classic “Heiber recipe,” the sturgeon glue–wheat
starch paste mixture, precooked wheat starch was used
because it has a more uniform quality due to industrial
pre-gelatinization.
A mixture of sturgeon glue and Arbocel cellulose fibers,
which consist of pure, lignin-free cellulose, was used.
Table 29.1 Selected adhesives and recipes
Selected Adhesives
Adhesive
Recipe (all parts by weight)
Lineco + Methocel A4C
EVA dispersion + cellulose ether 5% in water (9:1)
Mowilith DHS S1 + Methocel A4C
PVA dispersion + cellulose ether 5% in water (9:1)
Sturgeon glue + wheat = starch paste (precooked)
Animal glue 20% + starch paste 13% in water (1:1)
Sturgeon glue + Arbocel BWW 40
Animal glue 25% + cellulose fibers (20:1)
Table: Hannah Flock
Experimental Setup
These four adhesives have been repeatedly tested over the past
years.15
The adhesives were examined in the four different bonding
situations shown in figure 29.1:
Butt joint mending (BJ)
Butt joint with additional bridging thread (BJ+BR)
Overlap joint mending (OV)
Overlapped thread ends with intermingling of the fibers
(OV+IN).
The uniaxially tested fabric strips were twelve threads wide,
and each thread was mended individually. A comparatively
large, reproducible overlap of 1 mm was selected for the test
series. For butt joints, the two thread ends were positioned
without any visible gap, as close as possible, for bonding. A
uniform adhesive volume per thread (0.6 µm adhesive droplet)
was used for bonding using a microdosage device. The bridging
threads were coated with Beva 371 (25 µm film thickness) and
attached after bonding by sealing, 10 mm to the left and 10 mm
to the right of the bond, with no contact to the actual bond
point in the middle. For the bridging threads, weft threads of
the chosen test canvas were used. More material details can be
seen in table 29.2.16
Table 29.2 Material details and manufacturers
Adhesive Materials
Product
Manufacturer
Details
Lineco Neutral pH Adhesive (abbreviation: Lineco)
Preservation Equipment Ltd.
Declared as PVA, but FTIR shows EVA with high amount
of vinyl acetate.
Obtained from dried swim bladders according to Flock
2014, A.5.2, see table 29.1.
Gaylord wheat starch (precooked)
Gaylord Bros.
Cold soluble due to pre-gelatinization
Alternative: Precooked wheat paste No. 301, Talas
Arbocel BWW 40
Rettenmeier & Söhne GmbH & Co KG
Same manufacturer for all other mentioned Arbocel
types
Beva 371 film (25 µm)
CPC Conservator‘s Products Company
Purchased via Deffner & Johann GmbH
Evacon-R
Conservation by Design Unlimited
Compare to updated company name Conservation by
Design (CDX) International
FTIR shows EVA with high amount of ethylene
Test Fabric
Type
Manufacturer
Details
Pattina L 13 puro lino (pure linen)
Tessitura Enrico Sironi
Weave structure analysis presented by Flock 2020a,
451
Table: Hannah Flock
Evaluation of Single-Thread Bonds
To illustrate the tendencies, all figures show only the
average maximum tensile forces (Fmax) as the result
of uniaxial short-term testing until bond failure. These
results are suitable for indicating a maximum strength as part
of a general relative adhesive comparison: in
general, all types of tests are dependent on the parameters
selected, so that absolute measured values must always be
embedded in the context of the respective tests and their
details, while relative comparisons of adhesives and bonding
techniques also reveal transferable tendencies.
However, it must be considered that in reality the resulting
stresses17
and strains are crucial. Moreover, a suitable bond is
characterized not only by the highest possible maximum tensile
forces (in the short-term test): the viscous, time-dependent
material properties of canvas paintings and single-thread
bonds, even with much lower long-term exposure, are ultimately
decisive.
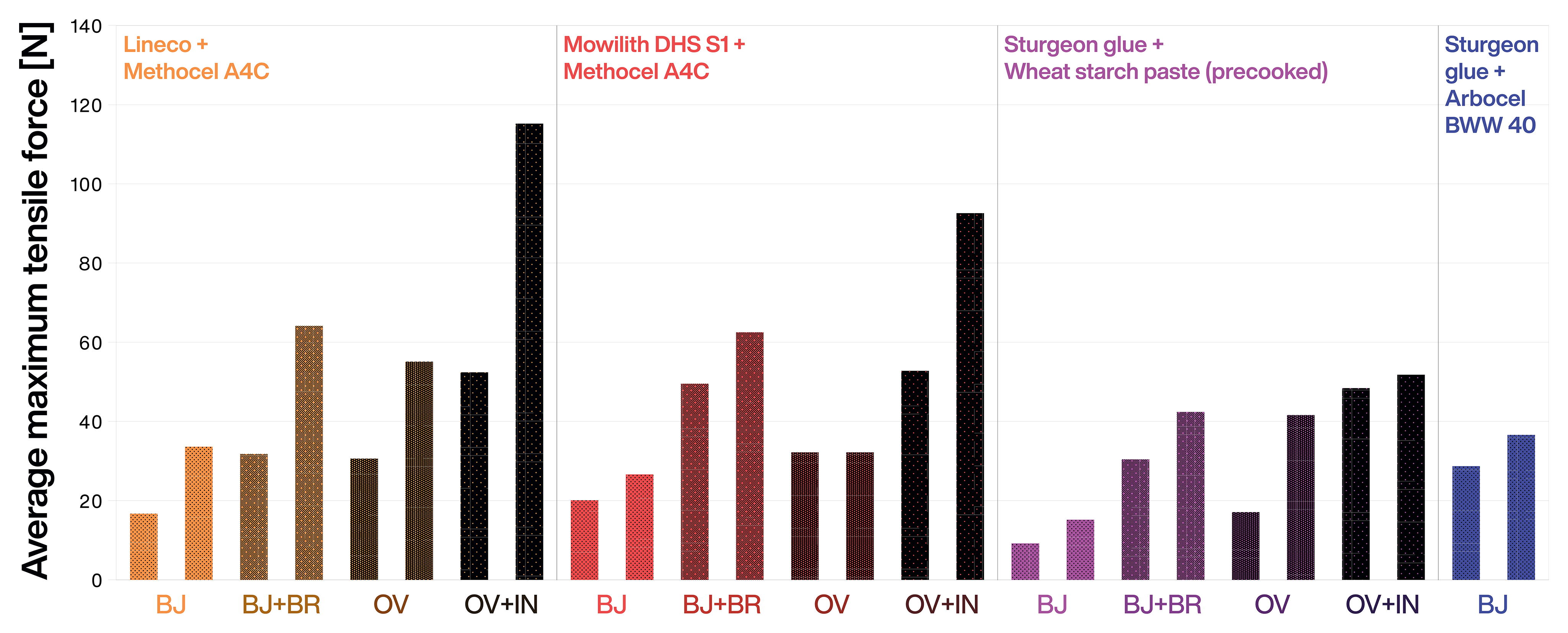
Inherent Scatters
Since the test series have been repeated several times over
the last years, two average measured Fmax values
are shown in figure 29.2. For each of
the different adhesives and bonding techniques, the lowest and
highest Fmax mean values from all test series up to
2019 are presented. The order does not correspond to any
chronological sequence. Although the exact same test setup and
experimental design (test specimen preparation, testing,18
and evaluation) were always followed, and at least ten to
twenty test specimens of one type were tested each time, the
average mean values are hardly reproducible due to scattering
results.
Because figure 29.2 shows overall low
and high average measured values, standard deviations as
absolute scatter measures in the diagrams were omitted.
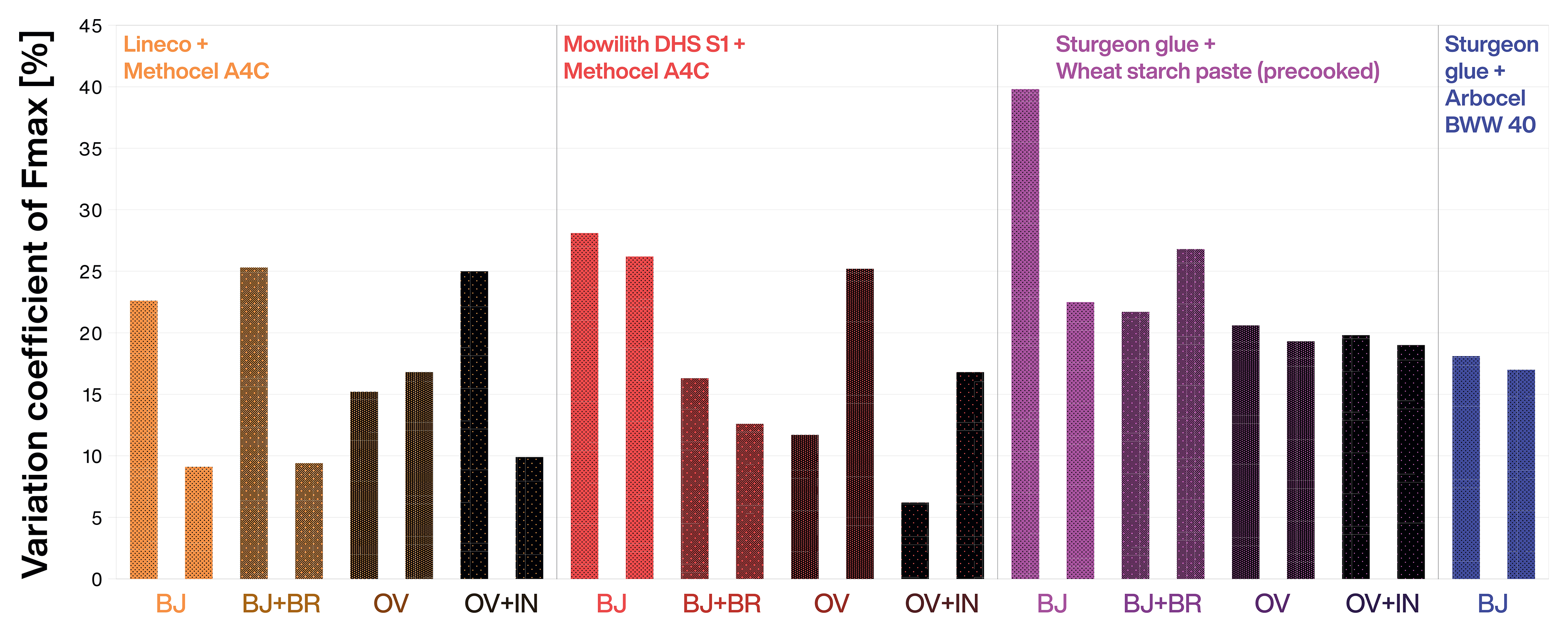
Instead, figure 29.3 shows the
relative coefficients of variation corresponding to
figure 29.2. The variation
coefficients of Fmax lie within a range of
approximately 6%–30% (in one case almost 40%), which
corresponds to quite a large range of individual measured
values from which the mean value is derived. In comparison,
the variation coefficient of intact canvas samples shows a
value of only approximately 6%, which probably results from
variations in the natural fiber and the canvas production.
Therefore, bonding causes the scattering of the measured
values of all adhesives tested.
ExpandFigure 29.2Maximum tensile forces (Fmax [N]) of uniaxially tested
canvas strips with bonds. BJ: butt joint, BJ+BR: butt
joint with bridging thread, OV: simple overlap joints,
OV+IN: overlap joints with intermingled fibers of the
thread ends.Image: Hannah Flock, 2019ExpandFigure 29.3Coefficients of variation (CV of Fmax [%]) of uniaxially
tested canvas strips with bonds. BJ: butt joint, BJ+BR:
butt joint with bridging thread, OV: simple overlap
joints, OV+IN: overlap joints with intermingled fibers of
the thread ends.Image: Hannah Flock, 2019
Extensive investigations into this problem made clear that the
scattering is to be regarded as inherent in the technology:
irrespective of the greatest possible standardization of the
substrate to be bonded, there are always unknown differences
in the individual sectional structure, geometry, length,
torsion, and porosity of fibers and threads. All these aspects
result in different wetting, penetration, and formation of the
adhesive joint and its interphases as well as in different
mechanical behavior under tensile testing, even with a
standardized quantity and application of the adhesive.
Thread-by-thread bonds inevitably scatter in their bond
strengths. In practice, conservators must therefore always
consider both the best case and the worst case, since the
strengths of single-thread bonds can differ.19
Bonding Technique Evaluation
To aid the clarity of the figure scaling, the intact
references without bonds are not shown in
figure 29.2: the Fmax of
the intact canvas strips was approximately 270 N on arithmetic
mean.20
The average Fmax of the bonded joints, using the
four different adhesives in different joining situations, is
always less than the strength of the intact canvas.
Regarding the different types of bonding, a successive
increase can be noted for all adhesives from butt joints to
butt joints with bridging threads to simple overlapping joints
and to overlapping joints with intermingled fibers of the
thread ends. The enlargement of the bonding surface and the
mechanical anchoring result in an improved force transmission
and thus higher maximum strengths.
Hence, overlapping bonds are more reliable than butt joint
bonds and should therefore be preferred in principle. In case
of overlap joints, care should be taken to ensure good
mechanical anchoring and intermingling of the fibers of the
two thread ends. Simply joining the thread ends on top of each
other leads to a weaker bond. The minimum overlap is
considered to be approximately 0.5 mm.21
Shorter overlaps should be regarded and treated as butt
joints. If possible, butt joints should be secured and
stabilized with additional bridging threads. This also ensures
a gentler tear opening in the event of adhesive failure.
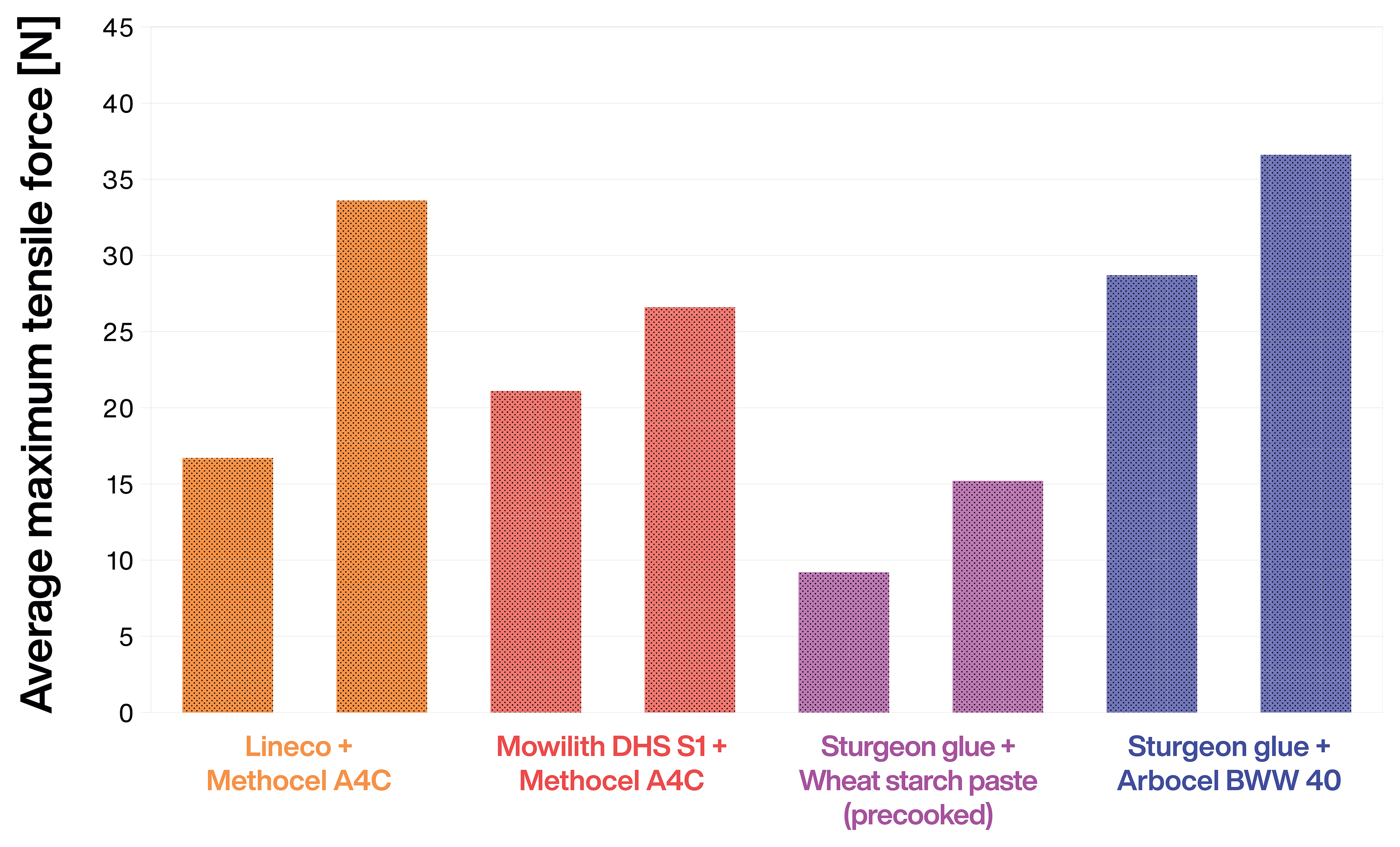
Adhesive Evaluation
Butt joints without an overlap are the most challenging bonds,
due to lower tensile strengths. In the past, these cases were
frequently bonded with epoxy resins, which are rigid and
irreversible and sometimes become brittle due to aging. Today,
more suitable adhesives have been found. However, Heiber’s
“classic mixture” of sturgeon glue and wheat-starch paste is
not suitable for this bonding technique,22
as shown in figure 29.4, which
represents a simplified section of data from
figure 29.2. Particularly high bond
strengths on butt joints could be achieved with the mixture of
sturgeon glue and cellulose fibers. At the same time, this
adhesive mixture is also less suitable for
overlapping-intermingled bonding techniques, since the bonds
quickly turn out to be too strong. The condition of the
painting or canvas must always be taken into account: very
brittle, degraded fabrics may also be too weak for the
application of this adhesive mixture in butt joint technology.
In such cases, it may be advisable to switch to the pH-neutral
EVA dispersion Lineco with cellulose ether additive (cellulose
fibers can also be added here for additional reinforcement and
minimization of creep tendencies).23
ExpandFigure 29.4Butt joints with different adhesives: Fmax N
of uniaxially tested canvas strips with bonds. The lowest
and highest mean values of the different adhesives and
bonding techniques from all test series until 2019 are
presented.Image: Hannah Flock, 2019
The support of butt joints by using bridging threads applied
to the back can be recommended due to the significant increase
in the average bond strength as well as slower opening in the
event of adhesive failure. It is important to point out that
the mechanical requirements for bridging threads are
completely different from those for single-thread bonding:
adhesives used for thread-by-thread mending would be too stiff
and “inflexible” in terms of low ductility for bridging
threads. Such bridges can become detached or, in the worst
case, cause out-of-plane deformations. Bridging threads should
function as a “flexible” additional force transmission line
and support the stronger, actual bond. The main force
transmission should take place in the bonded original thread
material. The bridging threads should serve only as an
additional transmission line through shear force interaction
and not be explicitly chosen to be stiffening or similar
through the choice of material. Ideally, this requires a
rather soft, stretchable adhesive that can react in a
compensating manner to movements of the textile support. Good
adhesion with comparatively weak cohesion under high
elongations, as in the case of thermoplastic reactivation of
Beva 371 film (25 µm film in the test series), is ideal. As an
alternative, the liquid pH-neutral EVA dispersion Evacon-R
(with optional addition of methyl cellulose ether) could be
considered for very rigid fabric structures. Dried Evacon-R
films are less stretchable in comparison and are resoluble in
water in terms of reversibility.24
Acrylic dispersions might also be an option, though they are
known to be unsuitable for single-thread bonding25
due to their comparatively soft and extensible properties.26
Wherever possible, the fibers of the thread ends should be
intermingled in overlapping bonding to achieve a larger
bonding surface, improved mechanical anchoring, and optimized
force transmission. As far as the final adhesive selection is
concerned, the painting and fabric requirements are decisive:
in practice, the Heiber recipe for the sturgeon glue–wheat
starch paste mixture has become established for
overlapping-intermingled bonding. With this classic adhesive,
more degraded fabrics can also be bonded, while the
cellulose-ether modified dispersions Lineco and Mowilith DHS
S1 may allow also higher bond strengths for more stable fabric
conditions with the overlapping-intermingled technique.
On some fabrics, strong darkening or gloss formation can occur
when using the mixture of sturgeon glue and wheat-starch
paste. The presented synthetic resin dispersions modified with
methyl cellulose ether may help in these cases. Under
especially high stresses or higher temperatures, the
homopolymeric PVA dispersion Mowilith DHS S1 might be
preferred to the copolymeric EVA dispersion Lineco due to
expected lower creep tendencies.27
The sturgeon glue–cellulose fiber adhesive tested is
unsuitable for overlapping-intermingled bonding as it can
result in a bond strength that is too high, especially in aged
and degraded canvases. Furthermore, a reduction in the amount
of adhesive to counter this problem is not a solution, as
complete wetting of the thread adherends is essential for
reliable bonding. Modifications of the adhesive formulation of
sturgeon glue–cellulose fiber adhesives, by reducing the
sturgeon-glue concentration and/or changing the fiber type,
also proved not to be suitable for overlapping-intermingled
bonding.28
Adhesive Modification
The mixture of sturgeon glue and Arbocel fibers is a
comparatively new adhesive that can compete even with
presumably strong epoxy resins.29
Arbocel cellulose fibers are high-purity industrial products
and are available in various lengths and thicknesses. This
quality and standardization has many advantages over
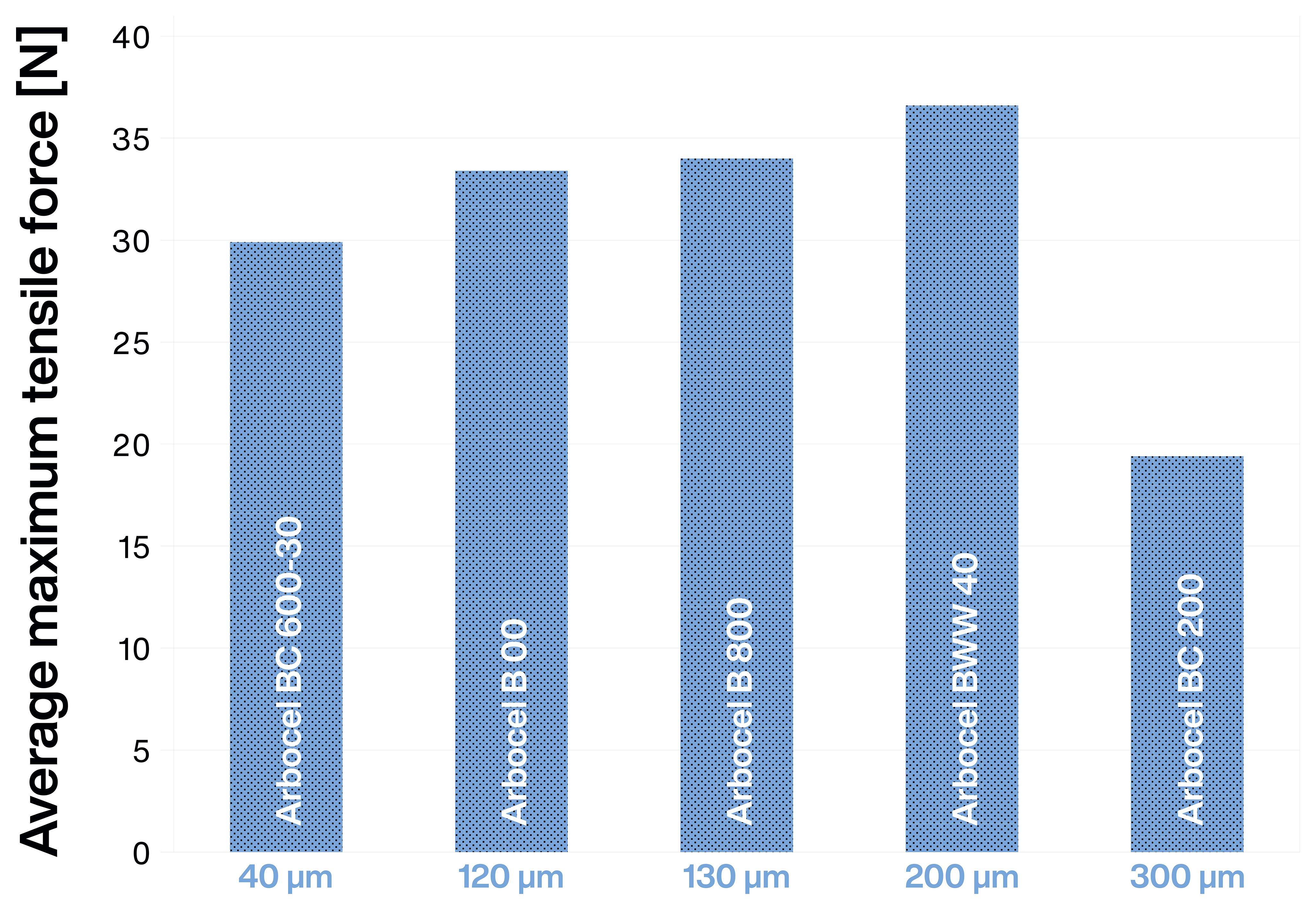
individually cut linen fibers. In the presented tests, Arbocel
BWW 40 with a fiber length of 200 µm was used. Flock also
investigated the question of whether shorter or longer fibers,
or a mix, could also be suitable as fillers to improve
embedding and force transmission properties, using canvas
strips with butt joints for uniaxial short-term testing.30
The basic recipe of a 25% sturgeon-glue solution and added
cellulose fibers (20:1 by weight) was tested.
The results show the weakest bond strengths when using very
short (Arbocel BC 600-30, average length 40 µm) and,
especially, very long fiber types (Arbocel BC 200, average
length 300 µm), as can be seen in
figure 29.5.31
Therefore, these types are less suitable as adhesive fillers
for achieving high bond strengths in butt joints. The
sturgeon-glue mixtures with pure Arbocel types of medium fiber
lengths (B 00, B 800, BWW 40) are quite comparable with regard
to the achieved bond strengths and averaged total strains of
the test specimens.32
The fiber length of 200 µm (Arbocel BWW 40) should be
highlighted, as it seems to enable an ideal compromise in
embedding and force transmission. The mixture has been in
regular use at CICS since 2014 for butt joints in textile
painting supports and has proven itself as an alternative to
epoxy resins, especially for cuts.
ExpandFigure 29.5Butt joints with sturgeon glue–cellulose fiber mixtures:
Fmax [N] of uniaxially tested canvas strips
with bonds.Image: Hannah Flock, 2019
The investigated fiber blends show a mechanical behavior
similar to that of the original recipe only with fibers of
type BWW 40: for this purpose, 1:1 mixtures (by weight) of
Arbocel BWW 40 with a type of shorter fiber length were
produced. The differences in the test results due to mixing
with the types BC 600-30 (40 µm), B 00 (120 µm), and B 800
(130 µm) were marginal.33
The different recipes, whether the pure fiber types of medium
length or the other mixtures mentioned, show slightly
different viscosities. Thus, in individual cases, depending on
the required processing properties, it is possible to use one
of these alternatives instead of the proven type Arbocel BWW
40.
Adhesive Application
The choice of a suitable application method has a particularly
high influence on the reliable and constant quality of bonds,
as well as the reduction of the scattering of the bonding
qualities in the case of sturgeon glue–cellulose fiber
mixtures. The successful application of, especially, those
adhesive mixtures containing fibers is directly linked to the
correct application. Therefore, use of the newly developed
Consolidation Pen Winnie is recommended as an application
method for sturgeon glue–cellulose fiber adhesives (fig. 29.6). The Consolidation Pen Winnie was used for standardized
adhesive application of 0.6 µl droplets in the tests to
examine the influence of different cellulose fiber lengths.
ExpandFigure 29.6The Consolidation Pen Winnie.Image: Petra Demuth, 2019
The standardized application of small adhesive droplets of
comparable volume, especially for adhesives that are applied
warmer than room temperature, is typically a great challenge.
This is especially true for the sturgeon glue–cellulose fiber
mixture since the uniform fiber distribution in the adhesive
droplet presents an additional difficulty. For example, an
initial test series in 2015 produced highly inhomogeneous
results without any conclusive reference to the properties of
the different Arbocel types. In the course of the error
analysis, it became clear that the previous application by
means of a microdosage device34
caused excessive fluctuations in the fiber content and
therefore had to be optimized. After numerous preliminary
tests and extensive product development, a heatable sleeve for
a minisyringe with a low-binding pipette tip was developed by
Star Tec Products, which enables the dosing of finest adhesive
droplets of constant volume and homogeneous adhesive
composition with regard to fiber distribution.35
The Consolidation Pen Winnie
The Consolidation Pen Winnie, named after the pioneer of
thread-by-thread mending, Winfried Heiber, is a heat sleeve in
which aqueous adhesive solutions can be heated in a special
syringe. The temperature of the heating sleeve (which contains
the heating element) can be regulated with the control unit,
as shown in figure 29.6.36
The heatable adhesive application device allows for precise
and fast application of even highly concentrated animal-glue
solutions, including, for example, 20%–30% solid content
sturgeon glue and mixtures with wheat-starch paste or Arbocel
cellulose fibers. The great advantage is that despite heating,
the adhesive concentration in the syringe does not change. The
Consolidation Pen Winnie can be comfortably operated with one
hand without any appreciable effort, as shown in
figure 29.7.
ExpandFigure 29.7Working under a microscope using the Consolidation Pen
Winnie.Image: Petra Demuth, 2019
The highlight that makes the Winnie a precision instrument is
the selected low-binding pipette tip: its special conical
shape ensures fine dosing. The transparent plastic nozzle made
of polypropylene ensures a controllable material discharge at
the approximately 0.8 mm diameter opening. This special
low-binding tip, inert and coming from pipetting “long sticky
molecules” in microbiology,37
is indispensable for the application of finest droplets of
highly viscous adhesive solutions, as the comparison with
numerous cannulas and other pipette tips showed. The syringe
and pipette tip are connected with a silicone tube. This
simple connection provides sufficient tightness and stability
for safe removal of the entire adhesive syringe from the
heating sleeve. At the same time, quick assembly and
disassembly is ensured.
The entire adhesive application takes place directly at the
damaged area under the stereo microscope.38
This is accompanied by a more relaxed and rapid bonding
process. The adhesive is transferred from the tip of the
pipette to the thread ends with a polystyrene strip or a
Weston probe (see fig. 29.7). In some
cases, for example, with particularly large thread diameters,
the adhesive can be dripped or placed directly onto the thread
ends with the pipette tip. The adhesive flow, and thus the
droplet size at the pipette tip, can be regulated by the
pressure on the syringe plunger and, to a certain degree, by
temperature control. The incorporation of the adhesive between
the fibers with fine instruments remains indispensable in case
of closing tears and cuts in canvas supports.
The Consolidation Pen Winnie was initially developed for
single-thread bonding to close tears and cuts in canvas
supports.39
Consequently, it is equally suitable for bonding processes
when it comes to fabric inserts40
for canvas supports. Further investigations will show to what
extent the new adhesive application method with the Winnie
will influence future choices of adhesive for single-thread
bonding. The Winnie system opens the possibility that gelatin
might be considered for the first time as an adhesive for tear
mending; possibly suitable gelatin types are still to be
tested.41
Until now, the low gel temperature of sturgeon glue was
indispensable for the traditional application method in
practical conservation, which involved the transfer of the
adhesive from a small glass jar outside the painting with the
head of an insect pin. This application technique has many
disadvantages and can now be avoided in the future.
Conclusion
Depending on the state of degradation and fracture pattern of
a canvas, different bonding techniques and adhesives are
suitable for the thread-by-thread tear-mending technique to
close tears and cuts. The bond strengths of butt joints are
significantly weaker than the strengths of overlapping joints.
In the case of overlapping thread ends, intermingling of the
fibers is recommended to generate particularly high bonding
qualities.
In a comprehensive series of tests, four adhesives proved to
be particularly suitable for common cellulose-based textile
supports. The mixture of sturgeon glue and wheat-starch paste
and the two synthetic resin dispersions, pH-neutral adhesive
Lineco (EVA) and Mowilith DHS S1 (PVA), both modified with
Methocel A4C cellulose ether, are suitable for
overlapping-intermingled bonding. The two modified dispersion
adhesives are also suitable for butt joint bonding. For high
tensile strength of butt joints, the mixture of sturgeon glue
with cellulose fibers (specifically Arbocel BWW 40) is
recommended. Furthermore, butt joints should be additionally
stabilized with bridging threads. For bridging threads, other
adhesives than for tear mending should be used; especially
suitable is Beva 371 (25 µm film).
Single-thread bonds are subject to technical and material
immanent scatterings, which must be taken into account. To
reduce the fluctuation range of the bond qualities, a suitable
method of applying the adhesives is essential. For the warmed
sturgeon-glue mixtures, especially the modification with
cellulose fibers, the Consolidation Pen Winnie is highly
recommended.
Acknowledgments
The investigation into adhesives for thread-by-thread tear
mending and suitable testing systematics was subject to the
cooperative doctoral project of Dr.-Ing. Hannah Flock, MA,
scientific associate at the Cologne Institute of Conservation
Sciences (CICS), together with the Chair of Applied Mechanics
(LTM) at Saarland University. The doctorate was supervised at
LTM by Prof. Dr.-Ing. Stefan Diebels and at CICS by Prof. Dr.
Elisabeth Jägers. In addition, Prof. Dr. Wulff Possart from
the Chair of Adhesion and Interphases in Polymers at Saarland
University was involved as scientific attendant. Dipl.-Rest.
Petra Demuth accompanied the project as mentor and expert.
Special thanks go to Volker and Eva Koch of Star Tec Products.
Their great cooperation and technical input made the invention
of the Consolidation Pen Winnie possible. We would like to
thank everyone involved for their support, and in particular
the Studienstiftung des Deutschen Volkes (German Academic
Scholarship Foundation) for its individual sponsorship and
financial support of the doctorate.
Notes
Details about the general technique were described by
Winfried Heiber, the pioneer of the thread-by-thread
tear-mending method (Heiber 1996Heiber, Winfried. 1996. “Die Rißverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung
10, no. 1: 117–46.,
2003Heiber, Winfried. 2003. “The Thread-by-Thread Tear
Mending Method.” In
Alternatives to Lining: Structural Treatment of
Paintings on Canvas without Lining: A Conference
Held Jointly by the British Association of
Paintings Conservator-Restorers and the United
Kingdom Institute for Conservation Paintings
Section, 19 September 2003: Preprints, edited by Mary Bustin and Tom Caley, 35–48.
London: United Kingdom Institute for Conservation of
Historic and Artistic Works.;
Heiber et al. 2012Heiber, Winfried, Carolyn Tomkiewicz, Mikkel
Scharff, and Rustin Levenson. 2012. “Tear Mending
and Other Structural Treatments of Canvas Paintings,
Before or Instead of Lining.” In
Conservation of Easel Paintings, edited by
Joyce Hill Stoner and Rebecca Rushfield, 384–96.
London: Routledge.). ↩︎
Compare with statements by Christina Young published in
context of the 2003 Alternatives to Lining Conference
(Young 2003, 55–56Young, Christina. 2003. “The Mechanical
Requirements of Tear Mends.” In
Alternatives to Lining: Structural Treatment of
Paintings on Canvas without Lining: A Conference
Held Jointly by the British Association of
Paintings Conservator-Restorers and the United
Kingdom Institute for Conservation Paintings
Section, 19 September 2003: Preprints, edited by Mary Bustin and Tom Caley, 55–58.
London: United Kingdom Institute for Conservation of
Historic and Artistic Works.), as well as
Flock 2014Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.,
Flock 2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.,
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185., and
Flock et al. 2022Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.. ↩︎
The publications of Winfried Heiber are basic
information sources about the general technique of
single-thread bonding: see, for example,
Heiber 1996Heiber, Winfried. 1996. “Die Rißverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung
10, no. 1: 117–46.,
2003Heiber, Winfried. 2003. “The Thread-by-Thread Tear
Mending Method.” In
Alternatives to Lining: Structural Treatment of
Paintings on Canvas without Lining: A Conference
Held Jointly by the British Association of
Paintings Conservator-Restorers and the United
Kingdom Institute for Conservation Paintings
Section, 19 September 2003: Preprints, edited by Mary Bustin and Tom Caley, 35–48.
London: United Kingdom Institute for Conservation of
Historic and Artistic Works.; and
Heiber et al. 2012Heiber, Winfried, Carolyn Tomkiewicz, Mikkel
Scharff, and Rustin Levenson. 2012. “Tear Mending
and Other Structural Treatments of Canvas Paintings,
Before or Instead of Lining.” In
Conservation of Easel Paintings, edited by
Joyce Hill Stoner and Rebecca Rushfield, 384–96.
London: Routledge.. Individual essential aspects and more recent
developments have been summarized by Petra Demuth (Demuth 2020Demuth, Petra. 2020. “Major and Minor Development
Steps in the Tear Treatment Methods for Canvas
Paintings: All Art and Technology Has Been
Contemporary.” In
Supporto e(’) Immagine. Problematiche
di consolidamento e di conservazione dei supporti
nei dipinti contemporanei, 55–83. Saonara, Italy: CESMAR7.). Details of the bonding procedure can be found in
publications by Hannah Flock (Flock 2020, 23–28Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.;
Flock et al. 2022, 173–80Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.). ↩︎
Several authors have described adhesive criteria,
including
Flock 2014, 25–33Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.;
Reuber 2010, 17–20Reuber, Lena. 2010.
Klebstoffe für die Rissverklebung an
Leinengeweben. Kölner Beitrage zur Restaurierung
und Konservierung von Kunst- und Kulturgut.
Digitale Edition Band 1. Cologne: Cologne Institute of Conservation
Sciences / FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/209/file/Reuber_Lena.pdf.;
Young 2003, 56Young, Christina. 2003. “The Mechanical
Requirements of Tear Mends.” In
Alternatives to Lining: Structural Treatment of
Paintings on Canvas without Lining: A Conference
Held Jointly by the British Association of
Paintings Conservator-Restorers and the United
Kingdom Institute for Conservation Paintings
Section, 19 September 2003: Preprints, edited by Mary Bustin and Tom Caley, 55–58.
London: United Kingdom Institute for Conservation of
Historic and Artistic Works.;
Flock 2020, 45–49Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.; and
Flock et al. 2022, 182–86Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.. ↩︎
It is often stated as a rule of thumb that the adhesive
should have a lower cohesion than the original fabric to
prevent further damage, so that the bonded joint opens
instead of new defects forming. However, this
requirement must be specified to the effect that the
resulting bond must have a lower cohesion than the
surrounding material. This is of great relevance, as the
adhesive behavior in the joint sometimes differs greatly
from the pure adhesive material (compare to
Flock 2014, 134–35Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.). Thus, for example, both increased and reduced, of
previously assumed, bond strengths can occur (based on
the pure adhesive properties). Adhesive and cohesive
behavior are therefore to be understood and considered
as mutually influencing (compare to
Flock 2020, 46–47Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
Especially regarding the often hygroscopic behavior of
fabric, the bond achieved should have a certain
tolerance to stress changes caused by climatic changes
as well as transports of artworks or the like. The
bonded area ideally accompanies the fabric’s movements
instead of promoting local tension differences and thus
markings. Hygroscopic adhesive properties are therefore
often preferred. In this context, the rather fuzzy term
of required flexibility is often used. It would
certainly be desirable that the adhesive joint behaves
in the sense of spontaneous, completely reversible shape
change (elasticity, comparable to an ideal constant
spring). However, a certain flexibility in the sense of
adaptive behavior, which can have viscous or even
plastic-ductile components within certain limits, is
sometimes sufficient. Slight viscous creep tendencies of
adhesives, which are similar to those of the original
fabric, are therefore not necessarily a disadvantage, as
long as the transfer of force through the bond can be
guaranteed and no deformations or the like result.
Brittle properties should be avoided. Elastic or
“flexible” automatically leads to the need for suitable
stiffness, that is, the corresponding resistance to
(elastic) deformation: the adhesive joint should not be
too soft or stretchy and should be able to transfer
stresses without deformation. At the same time, overly
rigid bonds should be avoided. Here in particular, the
idea of the ideal adhesive material, which is sometimes
perceived as contradictory, becomes clear. However,
there is not so much a contradiction as a very specific
individual ideal that depends on the object, and is thus
a hardly achievable mechanical property profile (compare
to
Flock 2020, 47–48Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
This means that, for example, the optical density, light
refraction, transparency, translucency, or even opacity,
and degree of gloss of the bonded area ideally
correspond to the individual optical surface properties
of the surrounding fabric.
↩︎
Compare to
Flock 2014Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.;
Flock et al. 2019Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2019.
“Störleim-Cellulosefaser-Gemische zur
Einzelfadenverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 117–28.; and
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.. ↩︎
For more details on scale effects, see, for example,
Flock 2020, 51, 55Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.;
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.; and
Flock 2014, 130–39Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.. ↩︎
This problem has already been published (Flock 2014Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.); a more recent article in English describes the facts
in the context of inevitable scattering results in
bonding qualities (Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.). ↩︎
Only in the biaxial long-term test can the durability of
the bonds for the practical application be conclusively
tested, and a potentially disadvantageous creep behavior
of the bonded joints be understood with sufficient test
duration. A new type of creep test under constant load
was designed for this purpose: the test setup enables
the imitation of tensioned painting structures, testing
of high sample numbers, and a quantifiable evaluation of
the bond behavior. For this purpose, a tensile frame was
developed that allows constant biaxial tensile loading
of the samples; digital image correlation (DIC) is used
for local and global strain evaluation of the bonded
area and the entire sample. In addition to serial
testing, the developed long-term test setup allows
optional test extensions, for example, to include
different tear geometries or external climatic
influences. More details on the biaxial long-term test
setup can be found in
Flock 2020, 73–77, 124–29, 399–416, 445–49Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.. ↩︎
The results are published in the dissertation of Hannah
Flock, “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse” (Single-Thread Bonding in Painting
Conservation: Adhesives, Testing Systematics and
Results); see
Flock 2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.. The collaborative PhD project was located at the
Chair of Applied Mechanics (LTM) at Saarland University,
Saarbrücken, and the Cologne Institute of Conservation
Sciences (CICS) at Technische Hochschule Köln, Cologne.
The project was supervised by Prof. Dr.-Ing. Stefan
Diebels (LTM) and Prof. Dr. Elisabeth Jägers (CICS).
Defense of the dissertation, May 7, 2020 (summa cum
laude). An English translation of the dissertation
thesis is in preparation.
↩︎
The results of previous test series have been published
in different places: sources such as
Reuber 2010Reuber, Lena. 2010.
Klebstoffe für die Rissverklebung an
Leinengeweben. Kölner Beitrage zur Restaurierung
und Konservierung von Kunst- und Kulturgut.
Digitale Edition Band 1. Cologne: Cologne Institute of Conservation
Sciences / FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/209/file/Reuber_Lena.pdf.,
Demuth et al. 2011Demuth, Petra, Hanna Vogel, Christina Nägler, and
Lena Reuber. 2011. “Adhesives for Thread-by-Thread
Tear Mending in Torn Fabric-Supported Paintings.” In
Proceedings of the CCI Adhesives Symposium,
1–23. Ottawa: Canadian Conservation Institute., and
Flock 2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.
feature references to other publications.
↩︎
Among the PVA dispersions considered, Mowilith DHS S1
showed satisfactory film properties, particularly
homogeneous adhesive properties, and very good
processing characteristics. It formed the most reliable
bonds (compare to
Flock 2014Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.
and
2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
Detailed information on the chosen setup has been
published previously (Flock 2014Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.,
2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). The details of the experimental design are therefore
omitted from this section. Valuable advice for future
test series, the experimental design, and all the
details, can be found in
Flock 2020Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.. ↩︎
Precise information on the materials and equipment used,
as well as precise, illustrated instructions for the
manufacture of bridging threads, can be followed in
detail (Flock 2014, A.4–A.5Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.;
Flock 2020, 436Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). The Beva 371 film was applied only on the single
threads, not as a continuous layer. This idea refers to
Winfried Heiber’s technique
Geweberasterhaftung (fabric grid bonding): the
melting of the thin adhesive film with a hot-air gun
leads to adhesive-free interstices and an accumulation
of adhesive on the surface of the threads (Heiber 1987, 72–76Heiber, Winfried. 1987. “Die Doublierung mit
Geweberasterhaftung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung
1, no. 2: 72–76.;
Heiber 1999, 362–63Heiber, Winfried. 1999. “Mehr oder weniger 53 m² –
Die Konservierung und Restaurierung einer
Leinwandtapete in Kalkar.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 2: 357–66.). ↩︎
The specification of tensions for textile painting
supports is problematic: values given in conservation
literature usually cannot be compared or generally
transferred. The cross sections of the painting’s layers
are not known, therefore a substitute “line-stress”
related to the fabric’s width (N/m) is often given.
However, this value is given regardless of the
individual structure; for example, details about the
weave and fabric, type and homogeneity of the upper
layers, or interaction of the layers, are not taken into
account. Furthermore, with fabrics there are also
specific uncertainties when using the stress term, due
to the “open-pored” structure: the fibers, which are
made up from individual fibrils, are twisted together to
form the threads. The threads, depending on the type of
weave, interact at binding points (friction) or leave
free interstices. In fact, there is no continuum either
in the individual thread or in the fabric. Strictly
speaking, no tension as stress can be defined. Hence,
the approximation of the fabric as a continuous layer
represents a high degree of abstraction. For this
reason, also in textile technology and testing, the
calculation of cross-sectional stresses (N/mm²) is
uncommon. Instead, the maximum tensile forces (N) or the
width-related maximum tensile force (N/m) is often used
(compare to
Flock 2020, 34Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.;
Flock et al. 2022, 199Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.). However, such absolute values must always be
embedded in the context of their details and cannot be
used for simple comparisons of different sources, as is
unfortunately still done (see, e.g.,
Michalski 2022, 230–31Michalski, Stefan. 2022. “A Quantitative Review of
Tensions Affecting Tear Repair Decisions.” In
Structural Treatments on Double-Sided Paintings.
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020)
Proceedings, special issue 1, 228–32. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.). The authors would like to distance themselves
explicitly from such compilations.
↩︎
The testing parameters of all mended samples as well as
of intact reference samples were as follows: clamping
length 100 mm, minor pre-load of 0.1 N with 5 mm/min,
and test speed rate of 20 mm/min (compare to
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.). Important note: in later tests a more suitable,
increased pre-load of 1 N was implemented (Flock 2020, 62–63Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
For more detail about investigations of inherent
scatters, see
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.. ↩︎
The tested reference canvas strips were each twelve
threads wide or approximately 12.5 mm fabric width.
Although a certain scaling effect can be seen for intact
fabrics (Flock 2014, 84Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.), it should not be concluded that 270 N per 12.5 mm
leads to a maximum load capacity of ~21,600 N/m.
Nevertheless, it is clear that even 270 N/m is a value
to which many canvas paintings are probably not
permanently exposed.
↩︎
The minimum overlap of 0.5 mm is according to Winfried
Heiber (Heiber 1996, 132–33Heiber, Winfried. 1996. “Die Rißverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung
10, no. 1: 117–46.): as a rule of thumb, the longer the overlap, the
better for reliable bonding. In practice, the minimum
overlap also depends on the thread structure, such as
the shape and number of individual fibers and the thread
thickness.
↩︎
The mixture of sturgeon glue and wheat-starch paste is
also unsuitable for simple overlapping joints, due to
the sensitivity of the bonds to shear stress: here, the
bonds open abruptly and completely in case of failure.
The adhesive mixture is only suitable for
overlapping-intermingled joints. In addition, no attempt
should be made to compensate for the inadequate
properties of butt joints with this mixture, for
example, by applying additional bridging threads: the
adhesive must not be used in these cases (Flock 2020, 142, 184Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
Tested recipe: mixture of EVA dispersion with methyl
cellulose ether solution (Lineco + Methocel A4C 5% in
water, 9:1 by weight) plus cellulose fibers (Arbocel BWW
40), 20:1 by weight (compare to
Flock 2020, 94, 150–51Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
According to Fourier-transform infrared spectroscopy
(FTIR) analyses by Elisabeth Jägers, the copolymeric EVA
dispersion Evacon-R has a much higher proportion of
ethylene, which acts as an internal plasticizer.
Therefore, Evacon-R is much more stretchable and softer
than the pH-neutral adhesive Lineco (the product could
be identified in the spectrum as an EVA dispersion, but
its much lower proportion of ethylene could be the
reason it is incorrectly identified as a homopolymeric
PVA dispersion on the container bottle (Flock 2014, 28–29, A.3.2Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.). ↩︎
These results were presented at the 2011 Canadian
Conservation Institute symposium “Adhesives and
Consolidants for Conservation: Research and
Applications” (Demuth et al. 2011Demuth, Petra, Hanna Vogel, Christina Nägler, and
Lena Reuber. 2011. “Adhesives for Thread-by-Thread
Tear Mending in Torn Fabric-Supported Paintings.” In
Proceedings of the CCI Adhesives Symposium,
1–23. Ottawa: Canadian Conservation Institute.). ↩︎
See
Flock 2014, 52–56, 130–32Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.; compare to
Flock et al. 2021Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2021. “New Investigations of
Adhesives for Tear Repair of Canvas Paintings.”
Studies in Conservation 66, no. 6: 321–41.
https://doi.org/10.1080/00393630.2020.1827185.. ↩︎
Due to ethylene as internal plasticizer; see note 24
above.
↩︎
Different formulations of the mixture did not solve the
problem of damaged thread adherends after breakage of
overlapping-intermingled bonds (Flock 2020, 147–48Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
Butt joints with the two-component epoxy UHU Plus
Schnellfest had less tensile strength in comparison and
also showed an increased scatter range of the bonding
qualities. Epoxy resins are therefore not preferred for
conventional linen fabrics. Presumably, the poor
processing properties lead to lower bond strengths by
comparison, unlike what would be expected from these
high-strength adhesives (Flock 2020, 97, 153–55Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
This topic is described in detail in
Flock et al. 2019Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2019.
“Störleim-Cellulosefaser-Gemische zur
Einzelfadenverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 117–28.
and thus is briefly summarized here.
↩︎
Arbocel fibers were considered as midlength fibers with
120–200 µm: a minimum length of 40 µm and a maximum
length of 300 µm were investigated. However, this does
not directly indicate what the critical lower and upper
fiber length limits are.
↩︎
The coefficients of variation (CV of Fmax)
slightly differ between approximately 15% and 21% (Flock et al. 2019, 122Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2019.
“Störleim-Cellulosefaser-Gemische zur
Einzelfadenverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 117–28.). ↩︎
Regarding average bond strengths, total strains of the
test specimens, and variation coefficients; see
Flock et al. 2019, 122Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2019.
“Störleim-Cellulosefaser-Gemische zur
Einzelfadenverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 117–28.. ↩︎
Done by measuring 0.6 µl per thread with a fine pipette
and reproducing the droplet volume with a microdosing
device. See
Flock 2014, 308–21Flock, Hannah. 2014.
Neue Untersuchungen zur Rissschließung in
Leinwandbildträgern: Uni- und biaxiale
Zugprüfungen an Prüfkörpern aus verklebtem
Leinengarn und -gewebe sowie freien
Klebstofffilmen. Kölner Beiträge zur Restaurierung
und Konservierung von Kunst- und Kulturgut,
Digitale Edition Band 2.
Cologne: CICS/FH Köln.
https://epb.bibl.th-koeln.de/frontdoor/deliver/index/docId/601/file/Flock_MA.pdf.
for details on device, materials, and procedure for
adhesive dosing.
↩︎
See
Flock et al. 2019Flock, Hannah, Stefan Diebels, Elisabeth Jägers,
and Petra Demuth. 2019.
“Störleim-Cellulosefaser-Gemische zur
Einzelfadenverklebung.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 117–28.
and
Demuth and Flock 2019Demuth, Petra, and Hannah Flock. 2019. “Der
Consolidation Pen Winnie. Die Entwicklung eines
kleinen, beheizbaren Klebstoff-Applikators als
Generationenprojekt.”
ZKK Zeitschrift für Kunsttechnologie und
Konservierung, no. 1: 129–36.. For a summary in English, refer to
https://www.th-koeln.de/mam/downloads/deutsch/hochschule/fakultaeten/kulturwissenschaften/_englisch_.pdf, pp. 6–10 (accessed April 26, 2022).
↩︎
The Consolidation Pen Winnie comes with two sizes of
syringes (0.5 ml and 1 ml); the maximum internal
temperature is approximately 63°C–68°C. The precise fit
of the reusable syringe allows optimal heat transfer.
Syringes with a diameter of up to about 6.5 mm can be
inserted. The use of a particularly short syringe is
extremely handy, with a maximum length of approximately
11 cm including plunger. The flow and the droplet
formation of the adhesive solution are caused by the
extremely low pressure of the syringe plunger. All the
individual parts described, for example, syringes,
low-binding pipette tips, and silicone tube, are
included in the Winnie starter kit.
↩︎
Working under the stereo microscope is indispensable to
be able to implement the single-thread bonding technique
with the required precision and to achieve excellent
bonding qualities (compare to
Flock et al. 2022, 173Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.). ↩︎
The Consolidation Pen Winnie enables controlled adhesive
application under a stereo microscope as well as with
the naked eye; the field of application thus ranges from
single-thread bonding to, for example, consolidation of
paint layers. Another possible application is for
filling of losses in paint layers. Classic animal
glue–chalk filling material as well as methyl cellulose
ether–chalk filling material can be applied to close the
defects.
↩︎
For the application of inserts using the single-thread
bonding technique, see also
Flock 2020, 27–28Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.; and
Flock et al. 2022, 178–79Flock, Hannah, Petra Demuth, Stefan Diebels, and
Elisabeth Jägers. 2022. “Will It Hold? About the
Single Thread Bonding Technique.” In
Structural Treatments on Double-Sided Paintings:
Case-Studies and Professional Experiences on
Double-Sided Paintings (18 November 2020) and
Expert Meeting (23, 24, 25 November 2020):
Proceedings, special issue 1, 168–99. Venaria, Italy: Centro
la Conservazione e Restauro La Venaria Reale.. ↩︎
Exemplarily, Flock considered mixtures of one type of
gelatin: a gelatin typically used in other contexts of
conservation practice was included in the adhesive
selection (Gelita Imagel 185 Bloom, inert photographic
gelatin, pH 5), to be specifically compared with
sturgeon glue. The selected gelatin type showed
significantly lower bond strengths and increased
scattering ranges when mixed with wheat-starch paste and
cellulose fibers, and therefore cannot be preferred. Due
to the large number of different gelatins, however, this
cannot be understood as generally representative. A more
suitable type of gelatin could therefore still be found
for alternative use in single-thread bonding (Flock 2020, 85–86, 145–46Flock, Hannah. 2020. “Einzelfadenverklebung in der
Gemälderestaurierung: Klebstoffe, Prüfsystematik und
Ergebnisse.” PhD diss., UdS Saarbrücken.
https://doi.org/10.22028/D291-34685.). ↩︎
Obtained from dried swim bladders according to Flock
2014, A.5.2, see table 29.1.
Gaylord wheat starch (precooked)
Gaylord Bros.
Cold soluble due to pre-gelatinization
Alternative: Precooked wheat paste No. 301, Talas
Arbocel BWW 40
Rettenmeier & Söhne GmbH & Co KG
Same manufacturer for all other mentioned Arbocel types
Beva 371 film (25 µm)
CPC Conservator‘s Products Company
Purchased via Deffner & Johann GmbH
Evacon-R
Conservation by Design Unlimited
Compare to updated company name Conservation by Design
(CDX) International
FTIR shows EVA with high amount of ethylene
Test Fabric
Type
Manufacturer
Details
Pattina L 13 puro lino (pure linen)
Tessitura Enrico Sironi
Weave structure analysis presented by Flock 2020a, 451
Table: Hannah Flock
Figure 29.2Maximum tensile forces (Fmax [N]) of uniaxially tested canvas
strips with bonds. BJ: butt joint, BJ+BR: butt joint with
bridging thread, OV: simple overlap joints, OV+IN: overlap
joints with intermingled fibers of the thread ends. Image:
Hannah Flock, 2019
Figure 29.3Coefficients of variation (CV of Fmax [%]) of uniaxially
tested canvas strips with bonds. BJ: butt joint, BJ+BR: butt
joint with bridging thread, OV: simple overlap joints, OV+IN:
overlap joints with intermingled fibers of the thread ends.
Image: Hannah Flock, 2019
Figure 29.4Butt joints with different adhesives: Fmax N of
uniaxially tested canvas strips with bonds. The lowest and
highest mean values of the different adhesives and bonding
techniques from all test series until 2019 are presented.
Image: Hannah Flock, 2019
Figure 29.5Butt joints with sturgeon glue–cellulose fiber mixtures:
Fmax [N] of uniaxially tested canvas strips with
bonds. Image: Hannah Flock, 2019
Figure 29.6The Consolidation Pen Winnie. Image: Petra Demuth, 2019
Figure 29.7Working under a microscope using the Consolidation Pen
Winnie. Image: Petra Demuth, 2019